成品电线问题:铜丝内断,绝缘拉细 发图求证各位高手 - 简版
问题描述:我们工厂生产的线材在客户那里做成线束后发现有一段不导通,然后发现此段线材有部分拉细。经解剖,发现铜丝断裂,
我分析是收线时速度过快,张力过大导致(我们制程不良时,会先把线人工拉到火花机前面,堆在地上,然后再加速收线)。
我在实验室用拉力机将线材两端夹住,拉断时跟此现象基本一致,铜丝内断(铜丝本身是合格的),绝缘变细。
如图:

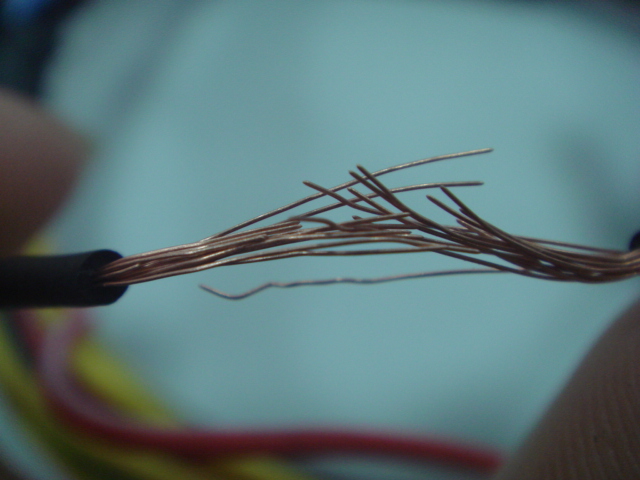

请各位积极发表看法

fyc8:
如果是绞合的电缆,遇到这种情况,仅依靠打耐压和检测绝缘电阻是不能发现的呢.如果能对整盘电缆检测直流电阻,到有发现的可能性的,不然只有到用户使用过程才能发现了,这时企业就要付相应的代价了呢!
我们生产的主要是3C RV和RVV系列, 这种问题的预防和检测有没更好办法?测电阻的话我们不是每卷线都得测?工作量太大
[阿卜 在 2009-4-24 17:38:40 编辑过]
线材(PVC)表面有没有刮伤或拉伤的痕迹?
也有可能是在线材搬运过程中,线材卡在什么地方,搬运人员用力拉造成的?
要多到现场去了解实际情况,可能会对你的分析有更大的帮助。
按理说 成品经过出厂检验 都不会出现这样的问题。 我觉得有问题的 还是你们的客户,是不是客户在加工过程中拉断了你们的产品。所以说,检验这块还是值得企业重视的 !
你们过火花的放线方式不对,估计放线时电线打扭强行通过导轮导致张力过大而断线。解决办法,如果一定要这样做,必须有人配合,并明确质量责任,另外,巡检员要关注。操作工最清楚,但他会不承认,我们的责任认定就是:如果操作工这样操作,存在导致张力过大而断丝的可能,在排除其它可能的情况下,我们就认定是他,90%准确,最起码,能预防和警惕这种质量隐患的发生。
没到过现场,只是处理思路。
如果不是全断,只是部分断丝,在出厂前我感觉目前还真没有比较简单的检测方法呢!
那就只有测试导体电阻了。
谢谢各位积极回帖 目前我们采用万用表测通断 但关键还是要在源头控制 解决好张力问题
应该是 成揽时卡断的
不 过你们厂里 不 打高压的吗 ??
我觉得不是张力问题。是承揽过程中出现某根压挤现象。
是闲心排列有问题
这样的话就是张力太大
收线张力太大、控制不匀都有可能造成这种情况,从图例可以清楚的看出是受到的拉力太大导致导体断裂的,导体的断裂口有圆锥形状。
无他,拉断的。
从铜材断口可以看出应该是张力过大引起的。
我认为就是牵引太快致使张力过大将导体拉小或拉断,我在车间也看到过这种现象
问题可能出在以下几个方面
1.收放线张力过大
2.铜线退火时间短
3.材质不好
解决方法:调整收放线张力,检测导体拉伸率,检测导体直流电阻。
针对部分铜丝拉断目前控制较难,成品检测没有好的办法。
收线张力的问题
如果是拉断就很容易看出来了,电阻式测不出的,就算拉断也有可能测出正常值的。
从图片来分析,还是在押出中或押出后因为拉力因素导致,如果说是导体材质不好伸长率低引起,那也只会是单支导体会断,而不是整股导体.
因为在导体生产中并不是所有的单支线是一个生产工艺,是同一批产品.
图片中很明显是整股导体一起断掉.所以可排除楼上有说是导体伸长率低材质不好的因素.
不知楼主问题是否解决了,是否找到问题的所在了?我看大家回答的基本都是张力问题,这个要看楼主给大家最终答案了,楼主出来说说自己的整个处理过程吧。
每卷线测导通就好了。
讨论
客户工艺的问题,建议好好了解一下客户的工艺