����ģ�������ȫ - ���
һ�����¼�ѹʽ������ʽ���뼷�ܣ���ѹ��ʽ
ģ���Dz�Ʒ���͵�װ�ã������ϼ���ȫ�����������ѹ����װ�ã��伸����״���ṹ��ʽ�ͳߴ磬�¶ȸߵ͡�ѹ����С��ֱ�Ӿ������¼ӹ��ijɰܣ�����κμ��ܲ�Ʒģ�ߵ���ơ�ѡ�估�䱣�´�ʩ���ܵ��߶����ӡ��������ϼ��������Ƶ��ߵ��µľ�Ե��ͻ��ײ�ʱ��ģ���ǿ������ϼ������ȵĹؼ���
һ�㼷��ģ�߰�������ʽ�ɷ�Ϊ����ѹʽ������ʽ���뼷�ܣ���ѹ��ʽ���֡�����Ϸ�ʽ��ͼ��
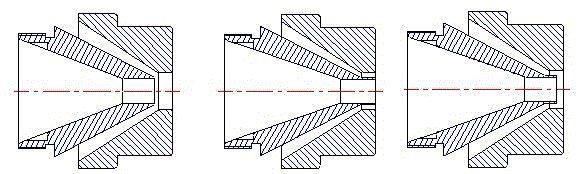
��ѹʽģ�� ����ʽģ�� �뼷��ʽģ��
��ѹʽģ�ߣ�ģо��ģ�������ڲ���һ���ľ��룬����ѹ��ʵ�ֲ�Ʒ����͵ģ�����ͨ����ѹ��ֱ�Ӽ�������о����о�ϣ��������ܽ�ʵ������ƽ���⻬��������ƫ�ģ�ʹ��������������ģҪ��ϸߣ�������о�������ܲ��á��ʺ�����С�����о�ļ���������Ҫ����ܡ����Ҫ��Բ�������ȵ���о���Լ���������Ƚ�С�ߵȡ�

����ʽģ�ߣ�ģо�С����족�����ʱһ�㽫ģо����ģ�ڳ�ƽ����������ɼ���ʽģ�ߡ������������ϵĿ������ԣ��뼷ѹʽģ����ȣ����и�Ч�ʡ���ƫ��������о���������ܺá�ʹ������������ģ������ǿ���ŵ㣬���ڼ��������ԡ����������ȷ��治�缷ѹʽģ�ߡ�

�뼷��ʽģ�ߣ��ֳư뼷ѹʽģ�ߣ�ģо�С����족��һ��ģоģ����ģ��������1/2�����뼷��ʽģ���뼷��ʽģ�ߴ�����ͬ��ֻ��ģ�쳤�ȱȼ���ʽ�̣�ģ����������Ҳ�ȼ���ʽ�Զ̣�����ȡ�˼���ʽ�ͼ�ѹʽ���ŵ㣬�������������ַ�ʽģ�ߵ�ȱ�㣬�����ԽϹ㣬����о�����Խϲ����о����ʱ�����˲��ô���ģ������
������ҵ��ѹ������ģ�������������ѹ�֣������ڶ�о������о��ѹ�ơ�
������;���Ƕ���Ҫ�֣�180����о�����á�120����о�����á�90����о��3+1о���¼�3+2��4+1о�����á�Ҳ�н�3+1о��3+2о��4+1о�����ý�ѹ����ģ��ϸ��Ϊ��90�㡢100��ȡ�
Բ����о������ѹ�ֽ�ѹ�ɻ��������Ƹ�������״���Ӷ���С���µ��⾶����ʡ���ϡ�ѹ�ֵ�������S����о�������S1�Ĺ�ϵΪ��
S=S1/k
k�����ϵ�������ڽ�ѹϵ��k1������ϵ��k2��
������о�����С��һ��:
70mm2�����£�k1ȡ0.84��k2ȡ1.03��
120 mm2��185 mm2��k1ȡ0.83��k2ȡ1.03��
240 mm2�����ϣ�k1ȡ0.85��k2ȡ1.02��
���Ͼ�Ϊȫ������о�ľ���ֵ������ҿ��Բο������Ŀǰ�����Ԫ�������Σ�kֵһ���辭��֤�����֪����Ӱ��Sֵ�Ĺؼ������д�Բ���뾶R���ȸ�H����R��Hֵ�ļ��㹫ʽ��Ϊ�������ڴ��ҾͲ���ϸ˵������ҿ��Բο����ߵ����ֲ��һ��P1133ҳ�������
����������˿������ģ�ߣ�
1��ģ�ߵķ���
����ģ��һ���Ϊ��ģ���ɷ�Բģ����ģ��������ģ��������ʯģ��Ӳ�ʺϽ�ģ���۾�ģ�ȡ�
a��ʯģ����ʯģҲ�ƽ��ʯ��������ߵ�Ӳ�ȣ���ĥ�����۸�Ϲ�����˿�У�һ��������С���˿���禵0.40mm�����¹��
bӲ�ʺϽ�ģ�������������У���ȥʹ�õ��ٸ�ģȫΪӲ�ʺϽ�ģ������ġ���ΪӲ�ʺϽ�ģ����ģ���ģ��Ⱦ��У���ĥ�ԽϺã� ���Ժá��Ա��ӹ�������ճ����С��Ħ��ϵ��С������ϵ���ߺ;��кܸߵ���ʴ�ԡ�
c �۾�ģ��Ҳ��������ʯ����Ŀǰ��õ�ģ˿ģ����������ĥ�ԣ���Ҳ�в���֮��������������Ʒ���治�⻬��
d �ٸ�ģ��Ŀǰ��������������ʹ�������϶̣�һ�����ڹ���ģ���ٸ�ģ��ĥ��һ�㡢�۸��������ǿ�Ȳ��ʺ���ͭ����������о���治�⻬��
2��ģ�ṹ
2.1�������
һ����Բ�������������߲Ľ��빤����������ģ�ױ�Ե�����ˣ���Һ��������������߲����ã�������ģ���п� �ⲿ�����Ӵ������ĸ�һ��Ϊģ���ܸ�H��25%���Ƕ�Ϊ60�ȡ�
2.2��������
������ģ����Ҫ���֣������������Ա����Ǹ������еľ��ǽ������� ͨ�������ɳߴ�Ľ��档������ѡ����Ҫ�Ǹ߶Ⱥ��ǣ��߶ȵ�ѡ��ԭ���ǣ�
a)�����������߲�Ӧ����Ӳ�����߲�Ϊ�̣�
b)����Сֱ���߲�Ӧ���ƽϴ�ֱ���߲�Ϊ�̣�
c)ʪ������Ӧ��ʽ������Ϊ�̣�
d)һ��Ϊ������d��1��1.4����
�����Ǹ�������ԭ��ѡ��
a)ѹ����ԽС��������ԽС��
b)���Ʋ���ԽӲ��������ԽС��
c)����Сֱ���IJ��ϵIJ���ΪС��һ���н�������Ͻ�����ʱ���Ƕ�Ϊ16��26�㣬һ����ͭ��Բ��Ϊ16��18�㣬������ʱԲ��Ϊ20��24�㡣
2.3��������
����������ʹ��Ʒ�õ����ճߴ磬��߶ȵ�ѡ��ԭ���ǣ�
a)�������������Ͻ����ƽ�������Ҫ�̣�
b )���ƴ�ֱ������Ӧ������Сֱ�����̣�
c )ʪʽ�����֮��ʽ�������Ϊ�̣�һ��ѡ��h=0.5��1.0d��
2.4��������
�����������Ʋ����뿪ģ�����һ���֣����ܱ��������������ڱ��ѣ������ǿɱ�������߲ı������ij��ڴ����˺�ͣ��ʱ�ߵ��˱����ˣ�һ��Ϊ45�㡣������ǿ�ȼ���������Ӧ��֮�ȳ�Ϊ����İ�ȫϵ���������Ʒ�Χ��1.4��2.0��
�������³���ģ�ߣ�
����ģ�ߣ�ͼ1���������Ҫ�Ǹ��ݳ���ģ�ܵ�װ��ߴ��������ѹģ�����γߴ磬����������dz�����о���⾶��������ע����ǣ���ģ�ߵ�������Բ�����ɣ��ڽ��߶���ȡһ���ϴ�Բ����������о������Ҫ���㷽�����Բ������з�������������ʵ���ܽ�ó���������Ҳο�����
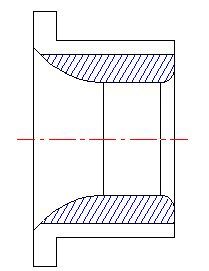
ͼ1
1��������½���������⾶D1�����������ѹģ�ܵľ���L�����������μ�����ǶȦ�����ͼ2��
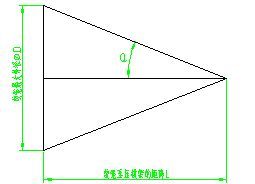
ͼ2
2�����������뵽����ģ���У���B���������߶�BA����潻��A�㣬��AB��ֱƽ����CO����BO���������ߴ�ֱ���ཻCO����O�㣬�õ���COB=�������ʱ����ģ�ܳߴ��������ѹģ���ܳ�L1����Ƹ�������ģ����������L2�����������ȵ���Բ���뾶��һ��R1ȡ5��10����ͨ�������Ǻ�����ϵ�õ�������Ҫ�Ĵ�Բ���뾶R=OB����ͼ3����
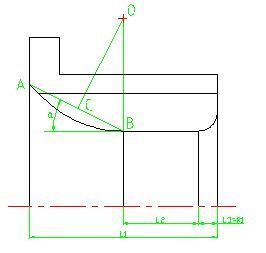
ͼ3
cos��=��L1-L2-L3��/AB
sin��=(0.5��AB)/ OB
ͨ�����Ϲ�ʽ�����Լ���õ���Բ���뾶R=OB��

