

ЪзвГ > МЗЫм МЗЯ№ ЗЂХн
[МЗЫмЙЄађ] ЕчРТФЃОпжжРрДѓШЋ
P:2019-07-09 19:11:41
1
вЛЁЂЯпРТМЗбЙЪНЁЂМЗЙмЪНЁЂАыМЗЙмЃЈМЗбЙЃЉЪН
ФЃОпЪЧВњЦЗЖЈаЭЕФзАжУЃЌЪЧЫмСЯМЗГіШЋЙ§ГЬжазюКѓШШбЙзїгУзАжУЃЌЦфМИКЮаЮзДЁЂНсЙЙаЮЪНКЭГпДчЃЌЮТЖШИпЕЭЁЂбЙСІДѓаЁЕШжБНгОіЖЈЕчРТМгЙЄЕФГЩАмЃЌвђДЫШЮКЮМЗЫмВњЦЗФЃОпЕФЩшМЦЁЂбЁХфМАЦфБЃЮТДыЪЉЖМЪмЕНИпЖШжиЪгЁЃдкгУЫмСЯМЗГіЛњМЗжЦЕчЯпЕчРТЕФОјдЕВуКЭЛЄЬзВуЪБЃЌФЃОпЪЧПижЦЫмСЯМЗАќВуКёЖШЕФЙиМќЁЃ
вЛАуМЗГіФЃОпАДМЗГіЗНЪНПЩЗжЮЊЃКМЗбЙЪНЁЂМЗЙмЪНЁЂАыМЗЙмЃЈМЗбЙЃЉЪНШ§жжЁЃЦфХфКЯЗНЪНМћЭМЃК
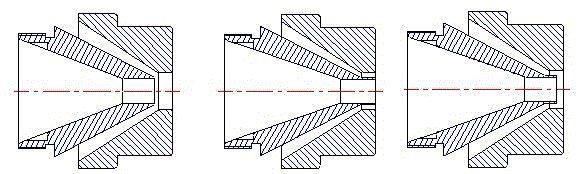
МЗбЙЪНФЃОп МЗЙмЪНФЃОп АыМЗЙмЪНФЃОп
МЗбЙЪНФЃОпЃКФЃаОгыФЃЬзЖЈОЖЧјФкВргавЛЖЈЕФОрРыЃЌРћгУбЙСІЪЕЯжВњЦЗзюКѓЖЈаЭЕФЃЌЫмСЯЭЈЙ§МЗбЙЃЌжБНгМЗАќдкЯпаОЛђРТаОЩЯЃЌМЗГіНєУмНсЪЕЁЂБэУцЦНећЙтЛЌЁЃЕЋЦфвзЦЋаФЃЌЪЙгУЪйУќВЛГЄЃЌХфФЃвЊЧѓНЯИпЃЌМЗГіЯпаОЭфЧњадФмВЛКУЁЃЪЪКЯгУгкаЁЙцИёЯпаОЕФМЗГіЃЛМЗАќвЊЧѓНєУмЁЂЭтБэвЊЧѓдВећЁЂОљдШЕФЯпаОЃЛвдМАЫмСЯРЩьБШНЯаЁепЕШЁЃ

МЗЙмЪНФЃОпЃКФЃаОгаЁАГЄзьЁБЃЌХфКЯЪБвЛАуНЋФЃаОзьгыФЃЬзПкГжЦНЃЌетбљОЭзщГЩМЗЙмЪНФЃОпЁЃЦфЪЧРћгУЫмСЯЕФПЩРЩьадЃЌгыМЗбЙЪНФЃОпЯрБШЃЌОпгаИпаЇТЪЁЂвзЕїЦЋЁЂМЗГіЯпаОЕФЭфЧњадФмКУЁЂЪЙгУЪйУќГЄЁЂХфФЃЛЅЛЛадЧПЕШгХЕуЃЌЕЋдкМЗГіжТУмадЁЂМЗГіжЪСПЕШЗНУцВЛШчМЗбЙЪНФЃОпЁЃ

АыМЗЙмЪНФЃОпЃКгжГЦАыМЗбЙЪНФЃОпЃЌФЃаОгаЁАЖЬзьЁБЃЌвЛАуФЃаОФЃзьдкФЃЬзЖЈОЖЧјЕФ1/2ДІЁЃАыМЗЙмЪНФЃОпгыМЗЙмЪНФЃОпДѓЬхЯрЭЌЃЌжЛЪЧФЃзьГЄЖШБШМЗЙмЪНЖЬЃЌФЃЬзЖЈОЖЧјГЄЖШвВБШМЗЙмЪНЩдЖЬЃЌЦфЮќШЁСЫМЗЙмЪНКЭМЗбЙЪНЕФгХЕуЃЌИФЩЦСЫЩЯУцСНжжЗНЪНФЃОпЕФШБЕуЃЌЪЪгУадНЯЙуЃЌЕЋЯпаОШсШэадНЯВюЛђЯпаОЭфЧњЪБЃЌВЛвЫВЩгУДЫРрФЃОпМЗГіЁЃ
ЕчРТаавЕНєбЙГЩаЭРрФЃОпзюГЃМћЕФЪЧвьаЭбЙТжЃЌЪЪгУгкЖраОЕчРТЯпаОЕФбЙжЦЁЃ
АДЦфгУЭОМАНЧЖШжївЊЗжЃК180ЁуСНаОЕчРТгУЁЂ120ЁуШ§аОЕчРТгУЁЂ90ЁуЫФаОЛђ3+1аОЕчРТМА3+2Лђ4+1аОЕчРТгУЁЃвВгаНЋ3+1аОЁЂ3+2аОМА4+1аОЕчРТгУНєбЙГЩаЭФЃОпЯИЗжЮЊЃК90ЁуЁЂ100ЁуЕШЁЃ
дВаЮЯпаООвьаЭбЙТжНєбЙКѓЃЌПЩЛёЕУЮвУЧЩшМЦИјЖЈЕФаЮзДЃЌДгЖјНЯаЁЕчРТЕФЭтОЖЃЌНкЪЁВФСЯЁЃбЙТжЕФЩшМЦУцЛ§SгыЯпаОМЦЫуУцЛ§S1ЕФЙиЯЕЮЊЃК
S=S1/k
kЁЊЬюГфЯЕЪ§ЃЌЕШгкНєбЙЯЕЪ§k1ЁСбгЩьЯЕЪ§k2ЁЃ
ИљОнЯпаОНиУцДѓаЁЃЌвЛАу:
70mm2МАвдЯТЃЌk1ШЁ0.84ЃЌk2ШЁ1.03ЃЛ
120 mm2ЁЋ185 mm2ЃЌk1ШЁ0.83ЃЌk2ШЁ1.03ЃЛ
240 mm2МАвдЩЯЃЌk1ШЁ0.85ЃЌk2ШЁ1.02ЁЃ
вдЩЯОљЮЊШЋЙњБъЯпаОЕФОбщжЕЃЌЙЉДѓМвПЩвдВЮПМЃЌеыЖдФПЧАЕМЬхЖрдЊЛЏЕФЧщаЮЃЌkжЕвЛЖЈашОбщжЄКѓВХФмжЊЯўЁЃгАЯьSжЕЕФЙиМќвђЫигаДѓдВЛЁАыОЖRМАЩШИпHЁЃвђRЁЂHжЕЕФМЦЫуЙЋЪННЯЮЊЗГЫіЃЌдкДЫЮвОЭВЛЯъЯИЫЕУїЃЌДѓМвПЩвдВЮПМЕчЯпЕчРТЪжВсЕквЛВсP1133вГЯрЙизЪСЯ
ЖўЁЂЯпРТРЫПЁЂНЪЯпФЃОпЃК
1ЁЂФЃОпЕФЗжРр
ДЫРрФЃОпвЛАуГЦЮЊЯпФЃЃЌПЩЗждВФЃКЭаЭФЃЃЌГЃгУЯпФЃВФСЯгазъЪЏФЃЁЂгВжЪКЯН№ФЃЁЂОлОЇФЃЕШЁЃ
aзъЪЏФЃЃКзъЪЏФЃвВГЦН№ИеЪЏЃЌОпгазюИпЕФгВЖШЃЌФЭФЅЃЌЕЋМлИёНЯЙѓЁЃдкРЫПжаЃЌвЛАугУдкРаЁЙцИёЕЅЫПЃЌШчІЕ0.40mmМАвдЯТЙцИёЁЃ
bгВжЪКЯН№ФЃЃКдкРЩьЩњВњжаЃЌЙ§ШЅЪЙгУЕФЮйИжФЃШЋЮЊгВжЪКЯН№ФЃЫљДњЬцЕФЁЃвђЮЊгВжЪКЯН№ФЃРЩьФЃгыИжФЃЯрБШОпгаЃКФЭФЅадНЯКУЃЌ ХзЙтадКУЁЂЖдБЛМгЙЄН№ЪєЕФеГИНадаЁЃЌФІВСЯЕЪ§аЁЃЌЕМШШЯЕЪ§ИпКЭОпгаКмИпЕФФЭИЏЪДадЁЃ
c ОлОЇФЃЃКвВГЦШЫдьзъЪЏЃЌЪЧФПЧАзюГЃгУЕФФЃЫПФЃЃЌЫќОпгаФЭФЅадЃЌЕЋвВгаВЛзужЎДІОЭЪЧЩњВњГіВњЦЗБэУцВЛЙтЛЌЁЃ
d ЮйИжФЃЃКФПЧАГЃгУгкТСРЃЌЧвЪЙгУЪйУќНЯЖЬЃЌвЛАугУгкЙ§ЧХФЃЃЌЮйИжФЃФЭФЅадвЛАуЁЂМлИёЕЭСЎЃЌЦфЧПЖШВЛЪЪКЯгкЭРЃЌРжЦЯпаОБэУцВЛЙтЛЌЁЃ
2ЁЂФЃПзНсЙЙ
2.1ШыПкЧјЃК
вЛАугадВЛЁЃЌБугкРжЦЯпВФНјШыЙЄзїЧјЃЌВЛБЛФЃПзБпдЕЫљЫ№ЩЫЃЛШѓЛЌвКДЂаюЁЂВЂЦ№ЕНШѓЛЌРжЦЯпВФзїгУЃЌдкРЩьФЃПзжаПП етВПЗжРДМгДѓЙЄзїЧјЕФИпвЛАуЮЊФЃХїзмИпHЕФ25%ЃЌНЧЖШЮЊ60ЖШЁЃ
2.2ЙЄзїЧјЃК
ЪЧећИіФЃПзЕФживЊВПЗжЃЌН№ЪєРЩьЫмадБфаЮЪЧИУЧјНјааЕФОЭЪЧН№ЪєВФСЯ ЭЈЙ§ДЫЧјгЩГпДчЕФНиУцЁЃДЫЧјЕФбЁдёжївЊЪЧИпЖШКЭзЖНЧЃЌИпЖШЕФбЁдёддђЪЧЃК
a)РжЦШэН№ЪєЯпВФгІРжЦгВН№ЪєЯпВФЮЊЖЬЃЌ
b)РжЦаЁжБОЖЯпВФгІРжЦНЯДѓжБОЖЯпВФЮЊЖЬЃЌ
c)ЪЊЗЈРЩьгІИЩЪНШѓЛЌРЩьЮЊЖЬЃЌ
d)вЛАуЮЊЖЈОЖЧјdЕФ1ЁЋ1.4БЖЁЃ
ЙЄзїзЖНЧИљОнЯТСаддђбЁдёЃК
a)бЙЫѕТЪдНаЁЃЌЙЄзїзЖНЧдНаЁЃЌ
b)РжЦВФСЯдНгВЃЌЙЄзїзЖНЧдНаЁЃЌ
c)РжЦаЁжБОЖЕФВФСЯЕФВФСЯЮЊаЁЃЌвЛАугаН№ЪєМАЦфКЯН№РЩьЪБЃЌНЧЖШЮЊ16ЁЋ26ЁуЃЌвЛАуРЭЯпдВзЖНЧЮЊ16ЁЋ18ЁуЃЌРТСЯпЪБдВзЖНЧЮЊ20ЁЋ24ЁуЁЃ
2.3ЖЈОЖЧјЃК
ЫќЕФзїгУЪЧЪЙжЦЦЗЕУЕНзюжеГпДчЃЌЦфИпЖШЕФбЁдёддђЪЧЃК
a)РжЦШэН№ЪєВФСЯНЯРжЦН№ЪєВФСЯвЊЖЬЃЌ
b )РжЦДѓжБОЖВФСЯгІНЯРжЦаЁжБОЖЕФбзЖЬЃЌ
c )ЪЊЪНРЩьНЯжЎИЩЪНШѓЛЌРЩьЕФЮЊЖЬЃЌвЛАубЁдёh=0.5ЁЋ1.0dЁЃ
2.4ГіПкЧјЃК
ГіПкЧјЪЧРжЦВФСЯРыПЊФЃПзЕФзюКѓвЛВПЗжЃЌЫќФмБЃЛЄЖЈОЖЧјВЛжТгкБРСбЃЌГіПкзЖНЧПЩБмУтН№ЪєЯпВФБЛЖЈОЖЕФГіПкДІЫ№ЩЫКЭЭЃЛњЪБЯпЕЙЭЫБЛРЈЩЫЃЌвЛАуЮЊ45ЁуЁЃН№ЪєЕФЧПЖШМЋЯогыРЩьгІСІжЎБШГЦЮЊРЩьЕФАВШЋЯЕЪ§ЁЃЫќЕФжЦЗЖЮЇЃК1.4ЁЋ2.0ЁЃ
Ш§ЁЂЯпРТГЩРТФЃОпЃК
ДЫРрФЃОпЃЈЭМ1ЃЉЕФЩшМЦжївЊЪЧИљОнГЩРТФЃМмЕФзАХфГпДчОіЖЈГЩРТбЙФЃЕФЭтаЮГпДчЃЌЦфПзОЖИљОнЮвУЧГЩРТРТаОЕФЭтОЖРДОіЖЈЁЃзЂвтЕФЪЧЃЌдкФЃОпЕФСНЖЫгадВЛЁЙ§ЖЩЃЌдкНјЯпЖЫашШЁвЛИіНЯДѓдВЛЁРДБЃЛЄЯпаОЃЌЦфжївЊМЦЫуЗНЗЈПЩвдВЩгУЯТСаЗНЗЈЃЈБОЗНЗЈЪЧЪЕМљзмНсЕУГіЃЌНіЙЉДѓМвВЮПМЃЉЃК
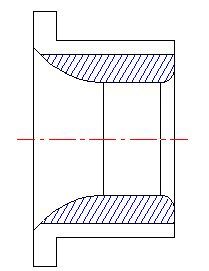
ЭМ1
1ЁЂВтГіГЩРТНЪС§ЕФзюДѓЭтОЖD1ЃЌВтГіНЪС§жСбЙФЃМмЕФОрРыLЃЌРћгУШ§НЧаЮМЦЫуГіНЧЖШІСЃЌМћЭМ2ЁЃ
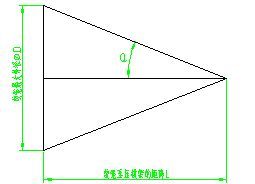
ЭМ2
2ЁЂНЋІСНЧв§ШыЕНГЩРТФЃОпжаЃЌДгBЕузїІСНЧЯпЖЮBAгыЖЫУцНЛгкAЕуЃЌзїABДЙжБЦНЗжЯпCOЃЌзїBOЯпгыжааФЯпДЙжБВЂЯрНЛCOЯпгыOЕуЃЌЕУЕНЁЯCOB=ІСЃЌЩшМЦЪБИљОнФЃМмГпДчИјЖЈГЩРТбЙФЃЕФзмГЄL1ЃЌЩшМЦИјЖЈГЩРТФЃЖЈОЖЧјГЄЖШL2ЃЌГіЯпЧјГЄЖШЕШгкдВЛЁАыОЖЃЈвЛАуR1ШЁ5Лђ10ЃЉЃЌЭЈЙ§ЧѓШ§НЧКЏЪ§ЙиЯЕЕУЕНЮвУЧашвЊЕФДѓдВЛЁАыОЖR=OBЃЈМћЭМ3ЃЉЃК
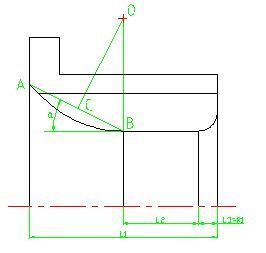
ЭМ3
cosІС=ЃЈL1-L2-L3ЃЉ/AB
sinІС=(0.5ЁСAB)/ OB
ЭЈЙ§вдЩЯЙЋЪНЃЌПЩвдМЦЫуЕУЕНДѓдВЛЁАыОЖR=OBЁЃ
tape stretch ratio - жНДјРЩьЯЕЪ§ ЃЈ3ЃЉ ЭЖЫп


6
