过粉线脱皮后芯线粘外被料 - 简版
dear8243
楼主
2014-03-14 08:00:42
各位好,兄弟遇以下问题点有待解决
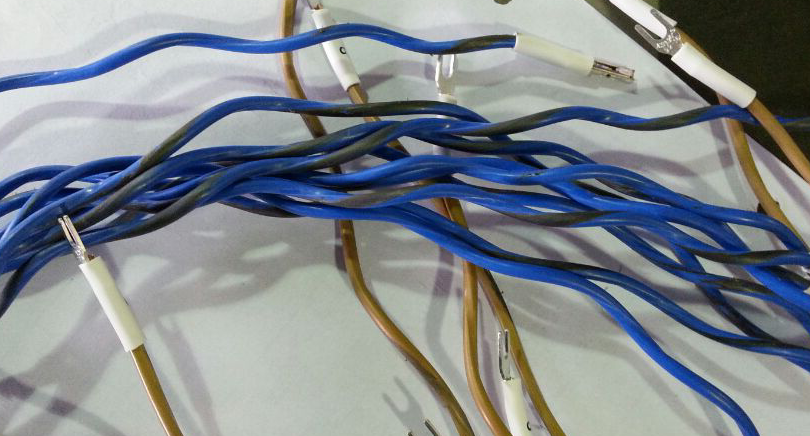
产品工艺路线:芯线(过水性离型剂)-芯绞-中被(过粉1000目)-外被,目前客户加工过程中出现脱皮后芯线上粘外被料。
从客户反馈的不良图示解剥后看过粉还是比较均匀的,我司在工艺上芯线工序变更过由硅油变更水性离型剂,变更原因硅油
会发生凝固,生产出来的成品长期放致约6个月之后内部芯线有可能会发黄(经过实验也验证确实会产生此种情况)。
请各位同行提出不同的建议进行改善

产品工艺路线:芯线(过水性离型剂)-芯绞-中被(过粉1000目)-外被,目前客户加工过程中出现脱皮后芯线上粘外被料。
从客户反馈的不良图示解剥后看过粉还是比较均匀的,我司在工艺上芯线工序变更过由硅油变更水性离型剂,变更原因硅油
会发生凝固,生产出来的成品长期放致约6个月之后内部芯线有可能会发黄(经过实验也验证确实会产生此种情况)。
请各位同行提出不同的建议进行改善
w287030375
1 楼
2014-03-14 08:10:50
粉再多一点,模口温度低一点,水槽近一点,应该不难解决吧
bsdtdw
2 楼
2014-03-14 08:11:37
1.提高绝缘料硬度.
2.降低外被料硬度.
3.押出不要太充实.
3.押出不要太充实.
pwenhuan
3 楼
2014-03-14 08:25:19
加棉纸吧,棉纸一般也不会影响客户加工
578578
4 楼
2014-03-14 08:36:25
水和油的比例不合适,你们应该加水多了点,在一个可能也不够均匀。其它参考2.3楼建议
dear8243
5 楼
2014-03-14 09:52:57
我们加油是自动点滴所以也排除加油不均匀造成,其他工艺是没有变化,粉已经很多客户已经有所反应,第一段水槽已经离机头最近距离,最大问题点可能与5楼所说一致,我们使用的水性离型剂比例不太好,购买回来用手感觉就像水一样油的成分比例比较少,正在要求供应商送样油型离型剂
moveitgogo
6 楼
2014-03-14 14:50:13
这种现象只有一个原因:外被与芯线之间粘得太紧,常规说法就是附着力太大了。
过油,过粉什么的不稳定,不能彻底解决问题,最好的解决办法是跟客户谈谈加层纸带。
还可以试试挤管押出方式。
过油,过粉什么的不稳定,不能彻底解决问题,最好的解决办法是跟客户谈谈加层纸带。
还可以试试挤管押出方式。
troyboss
7 楼
2014-03-15 13:57:32
1.可以考虑将芯线料与外被料改成非移型材料。
2.押出儘量不使用充实押出。
3.若可以的话,同楼上的建议,增加棉纸隔离。
anter6686
8 楼
2014-03-15 17:29:37
楼主可以尝试下这些方法,楼上都说的还可以
zh022
9 楼
2014-03-16 00:28:43
楼上朋友分析的很详细
zh022
10 楼
2014-03-16 00:28:53
楼上朋友分析的很详细
lqqcalorie
11 楼
2014-03-16 08:44:48
如果皮太厚,可以考虑两次押出
TCDL
12 楼
2014-03-17 13:46:14
搞医用粉试试
minesboil
13 楼
2014-03-17 15:59:57
外被太厚了吧?同意3楼和12楼的观点
mardini
14 楼
2014-03-17 23:13:48
芯线押出过硒利康油,外被押出过粉要均匀,不行押外被时过粉前再过一道油。
billma
15 楼
2016-07-22 07:34:29
你过油实在哪个线位加的,可以肯定过油没有效果;<div>外被押出过粉是不是内模小了,绞合线外侧粉都刮掉了。</div>