

��ҳ > ���� ���� ����
[��������] ��������Ƥ��о��ճ�ⱻ��
P:2014-03-14 08:00:42
1
��λ�ã��ֵ�������������д����
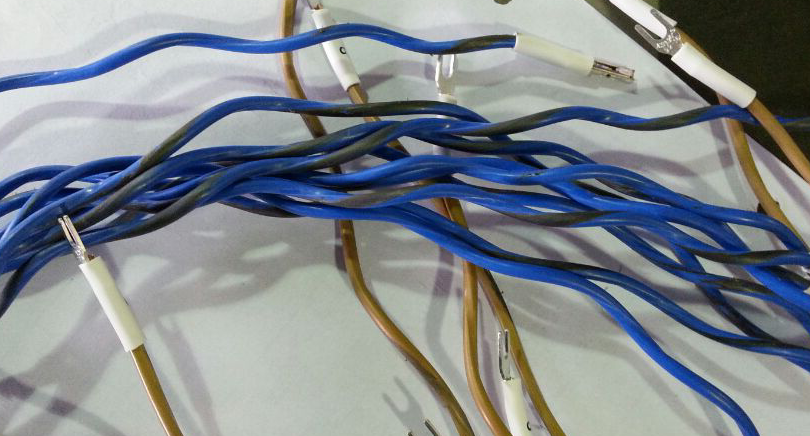
��Ʒ����·�ߣ�о�ߣ���ˮ�����ͼ���-о��-�б�������1000Ŀ��-�ⱻ��Ŀǰ�ͻ��ӹ������г�����Ƥ��о����ճ�ⱻ�ϡ�
�ӿͻ������IJ���ͼʾ������ۻ��DZȽϾ��ȵģ���˾�ڹ�����о�߹��������ɹ��ͱ��ˮ�����ͼ������ԭ�����
�ᷢ�����̣����������ij�Ʒ���ڷ���Լ6����֮���ڲ�о���п��ܻᷢ�ƣ�����ʵ��Ҳ��֤ȷʵ����������������
���λͬ�������ͬ�Ľ�����и���

��Ʒ����·�ߣ�о�ߣ���ˮ�����ͼ���-о��-�б�������1000Ŀ��-�ⱻ��Ŀǰ�ͻ��ӹ������г�����Ƥ��о����ճ�ⱻ�ϡ�
�ӿͻ������IJ���ͼʾ������ۻ��DZȽϾ��ȵģ���˾�ڹ�����о�߹��������ɹ��ͱ��ˮ�����ͼ������ԭ�����
�ᷢ�����̣����������ij�Ʒ���ڷ���Լ6����֮���ڲ�о���п��ܻᷢ�ƣ�����ʵ��Ҳ��֤ȷʵ����������������
���λͬ�������ͬ�Ľ�����и���
customised feedscrew - ����ι���ݸ� ��0�� Ͷ��
16

����Ҫ��¼���ܷ����������¼��