

ЪзвГ > ПѓгУЯ№ЬзЕчРТ
[ММЪѕзЪСЯ] ЕчЯпЕчРТаавЕШчКЮгУКУТШЛЏОлввЯЉ(CPE)
P:2008-11-15 21:36:51
1
ЕчЯпЕчРТаавЕШчКЮгУКУТШЛЏОлввЯЉ(CPE) аэНЈал ЮЋЗЛбЧаЧЛЏбЇЙЩЗнгаЯоЙЋЫОКЌТШОлКЯЮяВФСЯбаОПжааФ (2001/11/06) |
| <DIV class=MsoNormal style="TEXT-ALIGN: center; mso-line-height-alt: 10.5pt" align=center> </DIV> |
вЛЁЂЯ№НКаЭCPEгІгУЕФЯжзДКЭЭЦЙуЧАОА 1. ЙњЭтЯ№НКаЭCPEдкЯпРТаавЕЕФгІгУСьгђ ЂХ АДУРЙњULБъзМЙцЖЈЃЌЯ№НКаЭCPEжївЊгУЭОЃК ЁЄ ФЭгЭЦНааШэЯпЃЈЕфаЭДњБэЪЧHPNЯпЃЉЕФОјдЕКЭЯЫЮЌБржЏШэЯпЃЈCаЭЛђPDаЭЃЉЕФОјдЕЃЛ ЁЄ ЖржжЗўЮёадЁЂЯћЗбадЕчЦїЃЈШчЮќГОЦїЁЂЕчШШЦїЁЂДЖОпЁЂПеЕїЛњЁЂГЕСОЕШЃЉ гУШэЯпКЭШэРТЕФЛЄЬзЃЛ ЁЄ ЪЎЖржжЧсЁЂжаЁЂжиаЭФЭгЭЯ№ЬзЕчРТЕФЛЄЬзЃЛ ЁЄ ЖўжжНЈжўгУЯпЃЈRHаЭКЭRHWаЭЃЉЕФЛЄЬзЃЛ ЁЄ гУЛЇв§ШыЕчРТЕФЛЄЬзЕШЁЃ ЂЦ ЙњМЪЕчЙЄЮЏдБЛсЃЈIECЃЉБъзМЙцЖЈЃК ЁЄ IEC92-359-1987ЙцЖЈПЩгУгкДЌгУЕчРТЛЄЬзЃЌЦфзюИпЙЄзїЮТЖШЮЊ85ЁцЃЛ ЁЄ IEC245-1994ЙцЖЈПЩгУгкЭЈгУЯ№ЬзЕчРТЁЂЕчЬнЕчРТЁЂЕчКИЛњЕчРТЕФЛЄЬзЃЌ ЦфзюИпЙЄзїЮТЖШЮЊ60ЁцЁЃ 2. ЙњФкЯ№НКаЭCPEдкЯпРТаавЕЕФгІгУ гЩгкCPEгыТШЖЁЯ№НКЃЈвдЯТМђГЦCRЃЉКЭТШЛЧЛЏОлввЯЉЃЈвдЯТМђГЦCSMЃЉНКадФмЯрНќЃЌНЋCPEРэНтЮЊЁАТШЖЁЯ№НКЛђЦфЫќЯрЕБВФСЯЕФЛьКЯЮязщГЩЁБЃЌвбОЮЊОјДѓЖрЪ§ЕчЯпЕчРТЩњВњГЇКЭгУЛЇНгЪмЁЃвђДЫгУCPEНКЬцДњCRЛђCSMНКОпгавЛЖЈЕФШЯжЊЖШЁЃ GB5013-1997ЙцЖЈЭЈгУЯ№ЬзЁЂЕчКИЛњЕчРТЁЂЕчЬнЕчРТЕФЛЄЬзЃЌЦфзюИпЙЄзїЮТЖШЮЊ60ЁцЃЌДЫБъзМгыIEC245-1994АцЯрЭЌЁЃ ФПЧАЙњФкЯ№НКаЭCPEгУСПзюДѓЕФЛЙЪЧвдПеЕїЯпЮЊжїЬхЕФЯ№ЬзШэЕчРТЃЌШчYZWвдМАЯрЫЦЕТЙњVDEБъзМЕФH05RN-FКЭH07RN-FЕШЯ№ЬзШэЕчРТЕФЛЄЬзКЭОјдЕЕФгУСЯеМЯ№НКаЭCPEВњСПЕФ90%зѓгвЃЌЦфжаОјдЕгУCPEеМвЛаЁВПЗжЁЃ ЕчЬнЕчРТКЭЕчКИЛњЕчРТЕФЛЄЬзвВПЩгУCPEзїЛЄЬзЃЌЕЋгЩгкЩњВњММЪѕЕФдвђЃЌжСНёУЛгаЕУЕНЭЦЙуЃЌНідкЩйЪ§гаЬѕМўЕФГЇМвЪдгУЁЃ GB9331-1988ЙцЖЈЃЌПЩНЋCPEЬцДњCRгУзїФГаЉаЭКХЕФДЌгУЕчРТЛЄЬзЃЌЦфзюИпЙЄзїЮТЖШЮЊ85ЁцЃЌвЛаЉгаЬѕМўЕФГЇвбдкНёФъЪдгУЃЌЕЋЦЗжжВЛЖрЃЌЩаЮДЭЦЙуЁЃ GB12972-91ЙцЖЈЃЌПЩНЋCPEгУзїПѓгУЕчРТЕФЛЄЬзЃЌЦфзюИпЙЄзїЮТЖШЮЊ65ЁцЁЂ90ЁцЃЛЖдгкгаПЙЫКадФмвЊЧѓЕФЛЄЬзЃЌКмЖрГЇдкММЪѕЩЯЛЙУЛгаНтОіКУЁЃ жааЭЁЂжиаЭЯ№ЬзБтЕчРТдкЮвЙњаТРЯЙњМвБъзМжаЩаУЛгаЯргІЕФВњЦЗБъзМЃЌЕЋНќЪЎЖрФъРДЃЌЪаГЁЕФашЧѓСПШДКмДѓЃЌШчЦ№жиЛњЁЂааГЕЁЂЕчЬнКЭЕчеОЪфЫЭУКЬПЙьЕРГЕЕШгУжиаЭЯ№ЬзБтЕчРТЃЌЦфЙЄзїЬѕМўЖёСгЃЌЧвЖМгазшШМКЭФЭгЭЁЂФЭЦјКђЕФвЊЧѓЃЌCPEНКЪЧКмЪЪКЯзіДЫРрЕчРТЕФЛЄЬзЁЃЦфзюИпЙЄзїЮТЖШЪЧ60ЁцЛђ65ЁцЃЛвВПЩгыШ§дЊввБћНКХфКЯзіОјдЕНКСЯЃЌзюИпЙЄзїЮТЖШДяЕН75ЁцЛђ90ЁцЃЛ АДУРЙњБъзМЙцЖЈЕФЫЋаОЦНааЯпЁЂШ§аОЦНааЯпПЩгУCPEзіЭтЛЄЬзЃЌетжжЯпШсШэЁЂУРЙлЃЌЗЧГЃЪЪгУгкзіМвгУЕчЦїЁЂвЧЦїЁЂвЧБэЕФВхЭЗЯпЃЌгУСПКмДѓЁЃдкЮвЙњФЯЗНЕФвЛаЉЦѓвЕАДЙњЭтБъзМДѓСПЩњВњВЂГіПкетРрЕчЯпЁЃЖјЮвУЧЙњФкжЎЫљвдКмЩйгІгУЃЌЮЪЬтЩцМАЕНаТБъзМжДааЁЂгУЛЇЪЧЗёШЯПЩЕШЕШЃЛ CPEЗјееНЛСЊНігаЩйЪ§ЕЅЮЛдкИуЪдбщЃЌгЩгкВЛгУЙ§бѕЛЏЮяНЛСЊМСЃЌЫљвдЕчадФмСМКУЃЌЬхЛ§ЕчзшТЪБШЙ§бѕЛЏЮяНЛСЊвЊИп100БЖЃЌЭЌЪБгжОпБИЙ§бѕЛЏЮяНЛСЊЕФгХЕуЃЌгаКмКУЕФФЭгЭЁЂФЭЦјКђЁЂФЭШШЁЂзшШМКЭИпЧПЖШЕШадФмЃЌетдкЙњФкЪЧвЛИіЩаД§ПЊЗЂЕФаТВФСЯЃЛ ИљОнУРЙњUL1581-1996БъзМЙцЖЈЃЌШШЫмадЛЄЬзЕФзюИпЙЄзїЮТЖШЪЧ90ЁцЃЌдкЙњФкгУCPEзїЮЊШШЫмадЕЏадЬхЕФЛЄЬзВФСЯЛЙЪЧвЛИіД§ПЊЗЂЕФЦЗжжЃЌашвЊЭЖШыСІСПШЅбаОПКЭПЊЗЂЃЛ ЖдееЙњЭтCPEЕФгІгУСьгђЃЌЙњФкCPEдкгІгУЩЯЕФВюОрКмДѓЃЌвЊзіЕФЙЄзїЗЧГЃЖрЃЌашвЊзЈУХРДбаОПКЭНтОіетаЉЮЪЬтЃЌВХФмЫѕаЁКЭЙњЭтЕФВюОрЃЌНЋCPEЕФгІгУЭЦЯђИќЙуРЋЕФСьгђЁЃ ЖўЁЂCPEгІгУЙ§ГЬжаДцдкЕФЮЪЬт дчдкОХЪЎФъДњГѕЃЌЕБЮЋЗЛбЧаЧЛЏбЇв§НјЕТЙњКеЫЙЬиШЋЬзЕФCPEЩњВњЯпЭЖВњКѓЃЌЩЯКЃЕчРТбаОПЫљзїЮЊШЋЙњЯпРТаавЕЕФММЪѕПЊЗЂжааФЃЌдјейПЊЙ§ЖўДЮCPEгІгУММЪѕНЛСїЛсЃЌВЂЬсГіCPEПЩвдЬцДњCRЃЌЖдФГаЉВњЦЗЛЙПЩвдгУCPEДњCSMЁЃЕЋЪЧМИФъРДШДЪмЕНЪаГЁЭЦЙуЁЂВФСЯЁЂММЪѕЁЂЩшБИЁЂБъзМЕШЗНУцжЭКѓЕФгАЯьЁЃ 1. ЪаГЁвђЫи ЂХ CPEзїЮЊвЛжжаТВФСЯЃЌЦфгХШБЕуЩаЮДеце§БЛШЯЪЖЁЃ ЂЦ зїЮЊЯ№ЬзЕчРТЕФДѓгУЛЇЪЧУКПѓгУЯ№НКЕчРТЃЌ90ФъДњвдКѓГіЯжСЫаэЖржааЁаЭЩњВњГЇЃЌвРЭаУКПѓЩњВњЕчРТЃЌММЪѕСІСПВюЃЌЩшБИТфКѓЃЌжЛФмАДРЯБъзМЩњВњТШЖЁНКЛЄЬзЕФПѓгУЕчРТЁЃСэЭтЧАМИФъЕФУКЬПЙЄвЕВЛОАЦјЖдПѓгУЕчРТЕФММЪѕЬсИпДјРДгАЯьЁЃ ЂЧ ЮвЙњЯпРТЕФЦЗжжНсЙЙгыЙњЭтгаВювьЃЌдкЙњЭтКмдчОЭЪЙгУЯ№НКзшШМЕчЯпКЭЕчРТШэЯпЃЌдкЙњФкНЈжўгУЯпКЭМвгУЕчЦїШэЯпШдДѓСПЪЙгУPVCЕчЯпЁЃ ЂШ ЮвЙњПеЕїЛњаавЕгае§ЪНЮФМўЯТДяЃЌВЛзМЪЙгУЫмСЯЕчЯпЃЌБиаыгУЯ№НКзшШМШэЕчРТЃЌМДжДааGB5013-1997ЙцЖЈЕФYZWЃЈ245IEC57ЃЉВњЦЗЃЌЕЋCRМлИёБШНЯЙѓЃЌМгЙЄГіРДЕФЕчРТЛЄЬзЭтЙлВЛКУЃЌдкМгЙЄЙ§ГЬжаКмШнвздьГЩНКСЯНЙЩеЖјдіМгЫ№КФКЭГЩБОЁЃCPEЯ№НКаЭВФСЯЕФИФНјЃЌДйНјСЫCPEдкПеЕїЛњгУЯ№НКзшШМЕчРТЛЄЬзКЭОјдЕЗНУцЕФгІгУЃЌЦфгУСПДяЕНЯ№НКаЭCPEВњСПЕФ90%вдЩЯЃЌетвЛЪТЪЕжЕЕУЮвУЧШЯецзмНсЃЌвдРћгкCPEдкЦфЫќЯпРТЦЗжжжаЕФгІгУКЭЭЦЙуЁЃ ЂЩ ФЯЗНгавЛаЉГЇдкАДУРЙњULБъзМЁЂМгФУДѓCASБъзМЛђЕТЙњVDEБъзМЩњВњМвгУЕчЦїМАИїжжЗўЮёадЕчЦїгУЕФЯ№НКШэЯпЛђШэЕчРТЃЌВЩгУCPEСђЛЏНКзїЛљВФЕФЯ№НКЕчЯпЕчРТЃЌжБНгГіПкЛђепЮЊГіПкХфЬзЃЌЕЋЙњФкЪаГЁЛЙУЛгаЭЦЙуЁЃ 2. ВФСЯгыММЪѕ ЂХ ВФСЯ ОХЪЎФъДњКѓЦкФЯЗНЕиЧјЯ№НКаЭТШЛЏОлввЯЉЃЈCPEЃЉЕФгУСПж№ФъМгДѓЃЌЮЋЗЛбЧаЧЛЏбЇЗЧГЃжиЪгетИіЗЂеЙЗНЯђЃЌМгДѓСЫЯ№НКаЭCPEЦЗжжЕФПЊЗЂЃЌШчЮвУЧЯждкЪЙгУСПЗЧГЃДѓЕФCPE135BЃЌОЭЪЧЧАМИФъПЊЗЂГіРДЕФЦЗжжЃЌВЂЧвИљОнгУЛЇЗДгГНЋЩњНКУХФсеГЖШДгЙ§ШЅЕФ90зѓгвЃЌНЕжСЯждкЕФ65Ѓ75ЃЈML1+4125ЁцЃЉжЎМфЁЃЬиБ№ЪЧНёФъЃЌгУЛЇЖд65Ѓ75жЎМфЕФеГЖШЪЙгУЪЧБШНЯТњвтЕФЃЌЮЊДЫНјвЛВНЭЦГіСЫТњзуПЭЛЇвЊЧѓЕФИпЁЂжаЁЂЕЭУХФсеГЖШЕФВњЦЗвдЙЉбЁгУЁЃСэЭтИљОнгУЛЇашвЊЃЌНЋМЬајПЊЗЂЕчЯпЕчРТгУЕФОјдЕаЭТШЛЏОлввЯЉаТЦЗжжЃЌЮЊЕчРТаавЕПЊЗЂаТЦЗжжДДдьЬѕМўЃЌвдТњзуЕчЯпЕчРТаавЕЖдЯ№НКаЭCPEШевцдіГЄЕФашвЊЁЃ ЂЦ ММЪѕ Я№НКаЭCPEОЙ§ФЯЗНвЛаЉЦѓвЕЩњВњПеЕїЛњгУШэЕчРТЕФЛЄЬзЃЌдкСЌајСђЛЏМЗГіЛњЩЯЪЙгУCPEЛЄЬзНКСЯЕФММЪѕЛљБОеЦЮеЃЌЕЋдкХфЗНЁЂЯ№НКЛьСЖКЭМЗЯ№СЌајСђЛЏЩшБИЁЂМгЙЄЙЄвеКЭжаМфПижЦЖМДцдквЛаЉЮЪЬтЃЌЯжЗжЪіШчЯТЃК a. CPEЕФЯ№НКХфЗН ЩЯКЃЕчРТбаОПЫљдкОХЪЎФъДњдјейПЊЙ§СНДЮCPEЕФгІгУММЪѕНЛСїЛс,ЕБЪБгЩгкВФСЯЁЂБъзМЕШЮЪЬтвЛжБУЛгаЭЦЙуПЊРДЁЃОХЪЎФъДњКѓЦкФЯЗНвЛаЉГЇМБашвЊCPEЛЄЬзСЯХфЗНЬцДњТШЖЁНК(CR)ЛЄЬзСЯ,ВЛНіНЕЕЭСЫЩњВњГЩБОЃЌЖјЧвЛЄЬзБэУцЬиБ№ЦЏССЃЌетбљеуНвЛаЉГЇжБНгЪЙгУЕчРТЫљХфЗНЃЌЙуЖЋЕиЧјЪЙгУзюдчЕФЪЧЬЈзЪЦѓвЕЃЌОљЪЧздМКИуЕФХфЗНЃЌЛђепДгЬЈЭхБОВПДјРДЕФХфЗНЁЃДѓЖрЪ§ЦѓвЕЪЧгУЧЎТђХфЗНЃЌКмЖрЩњВњГЇЖМУЛгаИуЯ№НКХфЗНЕФВтЪдЩшБИКЭвЧЦїЃЌвђДЫЖМВЛОпБИХфЗНЪдбщЕФЬѕМўЃЌДгФПЧАЧщПіПДЃЌЮоТлЪЧCPEЕФОјдЕЛЙЪЧCPEЕФЛЄЬзНКЃЌЙњФкОљЩаЮоНјааЯЕЭГбаОПЃЌетбљЯ№НКаЭCPEЪЧЮоЗЈЬєЦ№ЬцДњCRКЭCSMдкЕчЯпЕчРТаавЕгІгУЕФШЮЮёЁЃ CPEЛЄЬзЯ№НКХфЗНжївЊЪЧСђЛЏЯЕЭГЃЌФПЧАДѓЖрЪ§ГЇЪЧЪЙгУЙ§бѕЛЏЮяDCPЃЈЙ§бѕЛЏЖўвьБћБНЃЉКЭСђЛЏжњМСTAICЃЈШ§ЯЉБћЛљвьыцыхЫсѕЅЃЉЁЃЖјетИіСђЛЏЯЕЭГГіРДЕФСђЛЏНКгаЦјЮЖЃЌЮЊСЫНтОіДЫЮЪЬтЃЌКмЖрГЇЪЙгУЬьНђКЩРМАЂПЫЫеХЕБДЖћгаЯоЙЋЫОЩњВњЕФЮоЦјЮЖЕФ14S[1ЃЌ3-ЫЋЃЈЪхЖЁЛљЙ§бѕвьБћЛљЃЉБН]ЃЌЦфМлИёИпДя125дЊ/kgЃЛеуНвВгавЛаЉГЇСђЛЏжњМСЪЧгУTMPTAЃЈШ§єЧЛљБћЭщШ§БћЯЉЫсѕЅЃЉДњЬцБШРћЪБНјПкЕФTAICЃЌЕЋИУЦЗНгДЅЦЄЗєКѓвЊСЂМДГхЯДЃЌгавЛЖЈЖОадЃЛЖјФЯОЉМЊЛЏШѓЛЌгЭгаЯоЙЋЫОЩњВњЕФTMPTMЃЈШ§єЧЛљБћЭщШ§МзЛљБћЯЉЫсѕЅЃЉаЇЙћКЭTMPTAЯрЭЌЃЌУЛгаЖОадЃЌЖдЦЄЗєЕФДЬМЄадЛљБОЯћГ§ЃЌЖјЪлМлКЭНјПкЕФTMPTAвЛбљЃЌЯЃЭћгУЛЇФмИФЙ§РДЁЃ CPEЛЄЬзЦфЫќСђЛЏЯЕЭГЃЌШчгУNa-22СђыхНјааСђЛЏЃЌКмЩйЕЅЮЛдкЪдгУЃЌНЯЯШНјЕФСђЛЏЯЕЭГгЩгкжњМСИњВЛЩЯЃЌрчЖўпђбмЩњЮяЙњФкЛЙУЛгаЕЅЮЛдкЪдбщЃЌзюНќбЧаЧЛЏбЇДгЙњЭтИуЕНвЛЕубљЦЗЃЌЕЋЦфЫќжњМСХфВЛЩЯЃЌСђЛЏЙоСђЛЏЛЙБШНЯРЇФбЁЃ ЙњФкШдгааэЖржааЁаЭЯ№НКЕчЯпЕчРТЕФЩњВњГЇЃЌжЛгаСђЛЏЙоЩњВњЭЈгУЯ№НКЃЌЖјCPEгУЙ§бѕЛЏЮяСђЛЏашвЊ160ЁцвдЩЯЕФЮТЖШЃЌЕЋСђЛЏЙожЛга145ЁцзѓгвЕФЮТЖШЃЌвђДЫжСНёЮоЗЈЪЙгУCPEЁЃЮвУЧбЧаЧЛЏбЇКЌТШОлКЯЮяВФСЯбаОПжааФЃЌе§дкбажЦЪЪКЯгкЕЭЮТСђЛЏЙоСђЛЏЕФCPEИїжжаЭКХЕФЛЄЬзНКСЯЃЌНёФъЕзЛсгаЫљЭЛЦЦЁЃ b. CPEНКСЯЕФЛьСЖКЭМЗЯ№СЌајСђЛЏЩшБИ ФПЧАФЯЗНвЛаЉЦѓвЕЃЌГ§аЁаЭГЇШдЪЙгУПЊСЖЛњМгЙЄCPEНКСЯЭтЃЌДѓЖрЪ§жааЭГЇЖМЪЙгУЗЖЗЪНФѓСЖЛњРДМгЙЄCPEЛЄЬзНКСЯвдМАCPEгыEPDMВЂгУЕФОјдЕНКСЯЁЃетжжЛьСЖЭЖзЪаЁЃЌЩшБИШЋВПЗХжУдкЕиЩЯЃЌНкЪЁЛљНЈЭЖзЪЃЌгУЕчЪЁЁЃЕЋЖдЯ№НКСЯЕФЛьСЖаЇЙћБШНЯВюЁЃвЛДЮЛьСЖБиаы͎çѐˏМСвдЭтЕФШЋВПХфКЯМСМгШыЃЌИљОнЩшБИШнСПвЊМгзуЃЌШч35СЂЩ§ФѓСЖЛњВюВЛЖрвЊ45kgвЛГЕСЯЃЌВЛДцдкЗжНзЖЮМгСЯЃЌЛљБОЩЯЪєгкФцЛьЗЈвЛДЮМгСЯЁЃдкЛьСЖжажЛгавЛАыЛьСЖЪвЗЂЛгзїгУЃЌМДДгЙѕзгЕФжааФЯпвдЯТЕФЛьСЖЪвгаУмСЖзїгУЁЃЕБНКСЯЫцЙѕзгДјЕНЩЯВПЪБЃЌНКСЯНјШывЛИіПэЦНЕФПеМфЃЌЩЯЖЅЫЈУцЛ§ЗЧГЃДѓЃЌбЙСІаЁЃЌБЛНКСЯЖЅЦ№ИЁЖЏЃЌКмФбНЋЩЯВПНКСЯдйДјШыЯТВПЛьСЖЪвЃЌВЛФмНјааГфЗжЧПгаСІЕФФѓСЖЁЃвђДЫЛьСЖВЛОљЃЌвВШнвздьГЩЗлСЯНсСЃЃЌЖдКЌНКСПаЁЕФНКСЯЛьСЖЪБМфГЄЃЌЩњВњТЪЕЭЃЌРЭЖЏЧПЖШДѓЃЌгіЕНдСЯБфЛЏКмШнвзГіжЪСПЮЪЬтЁЃеыЖдФПЧАЯпРТаавЕЕФЯжзДЃЌбЧаЧЛЏбЇКЌТШВФСЯбаОПжааФзщНЈСЫвЛИіжаЪдГЕМфЃЈЯ№ЫмЗжЙЋЫОЃЉЃЌХфБИЕБЧАЙњФкБШНЯЯШНјЕФФіКЯаЭУмСЖЛњЃЌЗТгЂЙњИЅРЪЮїЫЙЁЄаЄK4УмСЖЛњЃЌбЙСІБШЙњФкУмСЖЛњДѓЮхБЖЁЃЙІТЪДя320kWЃЌШЗБЃНКСЯдкРяУцНјааЧПгаСІЕФФѓСЖЃЌЛьСЖЪБМфЖЬЃЌаЇЙћКУЃЌПЩИљОнЙЄвеПижЦЛьСЖЮТЖШЃЌПижЦУмСЖЛњЕФзЊЫйЃЌЪЧФПЧАМгЙЄCPEНКСЯБШНЯРэЯыЕФУмСЖЛњЁЃ ОнЩЯКЃЕчРТбаОПЫљзЈМвЙлЕуЃЌCPEНКСЯМгЙЄжаЃЌОЭжїЛњЖјбдЃЌМЗЯ№СЌајСђЛЏЛњЕФМЗЯ№ТнИЫГЄОЖБШзюЩйвЊ14:1ЃЌгУетИіБъзМРДКтСПФЯЗНвЛаЉЦѓвЕЃЌГ§ЬЈзЪЦѓвЕЭтЃЌДѓЖрЪ§ЕФЩњВњГЇЖМЪЧ12:1КЭ10:1ТнИЫЁЃбЙЫѕБШвВЗЧГЃаЁЃЌвЊЛёБэУцЗЧГЃЙтССЕФЛЄЬзЃЌетжЛгавЊЧѓНКСЯЕФУХФсеГЖШвЊЕЭЃЌСїЖЏадвЊКУЃЌНКСЯжЪСПЩдгаБфЖЏЃЌТэЩЯОЭЛсГіЯжЛЄЬзБэУцВЛЙтЛЌЁЂУЋВкУЛгаЙтдѓЁЃЬиБ№ЪЧYZWПеЕїШэЕчРТЃЌТњзуВЛСЫгУЛЇвЊЧѓЃЌОЭвЊЭЃЛњЁЃгЩгкCPEНКСЯФЅВСЩњШШПьЃЌЗЂШШСПДѓЃЌЛњЭВКЭТнИЫОљвЊгУРфЫЎПижЦЮТЖШЃЌОЭЪЧМЗГіЪБЕФФЃЬзЖМашвЊгУРфЫЎРфШДЃЌЗРжЙИпбЙеєЦћЖдФЃЬзВЛЖЯМгШШЃЌШЗБЃМЗЯ№СЌајСђЛЏГЄЪБМфВЛГіЯжаЁЪьЦЄЁЃФПЧАгавЛаЉГЇТнИЫУЛгаЭЈРфШДЫЎЃЌЛњЭВРфШДВЛЗжЖЮЃЌвЊРфШЋРфЃЌвЊШШШЋШШЃЌЖМзіВЛЕНМгСЯПкБЃГжЫљашЮТЖШЃЌЛњЩэЭЈЙ§ЗжЖЮРфШДЃЌЪЙЮТЖШВЛвЫЙ§ИпвЊЧѓЁЃЖдНКСЯЕФвЊЧѓвВБШНЯИпЃЌСђЛЏвЧЩЯTs1дк1Зж30УывдЩЯЕН2ЗжжгжЎМфЃЈ165ЁцЁС16minЃЉЃЌВХФмБЃГжГЄЪБМфМЗГіВЛГіаЁЪьЦЄЁЃЬЈзЪЦѓвЕвЛаЉОбщжЕЕУНшМјЃЌЫћУЧЕФМЗЯ№ЛњТнИЫГЄОЖБШЪЧ20:1ЃЌОјдЕЮЊввБћЯ№НКЃЌЛЄЬзЮЊCPEЃЌЫЋИљЕМЯпНјШыЃЌгУДѓТнИЫМЗаЁЯпЃЌЫйЖШКмПьЃЌУПЗжжг80УззѓгвЃЌСђЛЏЙмдк100УзвдЩЯЃЌеєЦћбЙСІДя2.1MPaЃЌРЭЖЏЩњВњТЪКмИпЁЃ c. МгЙЄЙЄвеМАжаМфПижЦ Я№ЫмаЭCPEдкФЯЗНвЛаЉГЇгУСПЗЧГЃДѓЃЌгЩгкЪЙгУЖМЪЧЗЖЗЪНФѓСЖЛњЃЌВЛПЩФмЗжЖЮЛьСЖЃЌЛьСЖЪБМфЪЧЩЯЖЅЫЈЬсЦ№вдКѓЃЌПДЪЧЗёНсГЩДѓПщНКСЯЃЌШчУЛгагрЯТЕФЗлСЯЃЌЕНПЊСЖЛњНјааВЙГфМгЙЄКѓТЫНККЭМгШыСђЛЏМСЃЌетбљвЛДЮЭъГЩКѓЭЃЗХД§гУЁЃДѓЖрЪ§ГЇЖМЮоЗЈНјааНКСЯЕФжаМфВтЪдЃЌВЛжЊЕРНКСЯЕФСђЛЏЧњЯпЃЌНКСЯЕФУХФсеГЖШЃЈМДЫмадЕФДѓаЁЃЉУЛгаМьбщЁЂЪЙгУКЭЙмРэжЦЖШЃЌНКСЯВЛЭЃЗХЃЌЛђепКмЩйЪБМфЭЃЗХОЭЪЙгУЃЌМЗЯ№СЌајСђЛЏГіРДЕФОјдЕЯпаОКЭЕчРТЛЄЬзЖМВЛФмМАЪБШЁбљВтЖЈЃЌЖдЩњВњЙЄвеЦ№ВЛЕНжИЕМзїгУЁЃгааЉГЇИљБООЭВЛзіЃЌжЛЪЧдкГіГЇЪБзівЛаЉБиаыВтЖЈЕФЯюФПЃЌШчОјдЕЕчзшЁЂОјдЕКЭЛЄЬзЮяРэЛњаЕадФмЕШЃЌетаЉЖМЪЧзюКѓЕФБиВЛПЩЩйЕФГіГЇМьбщЁЃНЈвщгаЬѕМўЕФЕчРТЦѓвЕгІНЈСЂCPEНКСЯЕФжаМфВтЪдКЭПижЦЃЌХфБИБивЊЕФВтЪдвЧЦїКЭПижЦЪжЖЮЃЌШЗБЃПеЕїгУШэЕчРТЕФВњЦЗжЪСПЁЃКмЖрГЇЮоТлЪЧЛьСЖЛЙЪЧМЗЯ№ЃЌВйзїЙЄШЫЖМЪЧСйЪБЙЄЃЌУЛгаХрбЕЙ§ЃЌвђЖјжЛФмППЩйЪ§ЪьСЗЙЄРДЕВГЕЃЌЖдВњЦЗжЪСПЕФЬсИпМЋЮЊВЛРћЁЃ Ш§ЁЂЯпРТаавЕгІгУCPEгаФФаЉКУДІ 1. ЬсИпЮвЙњЯпРТВњЦЗЕФММЪѕЫЎЦН CPEОпгаНЯШЋУцЕФММЪѕадФмЃЌШчгХСМЕФзшШМадКЭФЭгЭадЃЌНЯИпЕФЮяРэЛњаЕадФмЃЈМДСІбЇадФмЃЉЃЌСМКУЕФФЭШШРЯЛЏЁЂФЭГєбѕЁЂФЭЦјКђадФмЃЌНЯКУЕФЕчадФмКЭСМКУЕФЙЄвеМгЙЄадФмЃЌвЛАуЕФЯ№НКМгЙЄЩшБИЖМПЩвдЪЙгУЃЌНКСЯВЛвзЗЂЩњНЙЩеЃЌCPEдСЯжќДцЪ§ФъвВВЛЛсБфжЪЃЌгаСђЛЏМСЕФНКСЯжќДцЬѕМўКУвЛЕувВПЩвдДцЗХ1Ѓ2ФъВЛБфжЪЁЃвдЭљгУЬьШЛ-ЖЁБННКзїОјдЕЛђЛЄЬзЃЌЦфзюИпГЄЦкЙЄзїЮТЖШжЛдЪаэ60Ѓ65ЁцЃЛШчЙћЪЙгУCPEзївЛАуЕЭбЙОјдЕЃЌЦфзюИпГЄЦкЙЄзїЮТЖШПЩДя75Ѓ85ЁцЁЃЮвЙњЩњВњЕФТШЖЁЯ№НКЛђТШЛЧЛЏОлввЯЉЃЌЮлШОбЯжиЃЌФмКФДѓЃЌМлИёАКЙѓЃЌдкЪЙгУжаЛЙЪБГЃГіЯжетбљЛђФЧбљЕФжЪСПЮЪЬтЃЌгАЯьЯ№РТММЪѕЫЎЦНЕФЬсИпЁЃ CPEЕФГЄЦкЙЄзїЮТЖШЪЧ90ЁцЃЌжЛвЊХфЗНЩшМЦЕУЕБЃЌЦфзюИпЙЄзїЮТЖШПЩДя105ЁцЃЌБШТШЖЁНКЃЈCRЃЉзїЮЊЛЄЬзЯ№ЦЄФЭШШЫЎЦНвЊИпвЛаЉЃЈCRЛЄЬззюИпДя85ЁцЃЉЁЃКЭТШЛЧЛЏОлввЯЉЃЈCSMЃЉЪЧвЛбљЕФФЭШШЕШМЖЁЃЕЋCSMВњСПЕЭЃЌМлИёЙѓЃЌЩњВњжаЙЄвеВЛвзеЦЮеЃЌжЪСПЮЪЬтЖрЁЃCPEдкУРЙњвЛМвЙЋЫОЕФВњЦЗЙуИцжаЛЙНщЩмПЩЙЉгІ125ЁцЕФЗјееНЛСЊCPEСЯЁЃгУбЧаЧЛЏбЇЕФCPEжЦдь90ЁцОјдЕСЯЛђЛЄЬзЭъШЋФмДяЕНУРЙњULБъзМЛђIECБъзМЕФЙцЖЈЃЌВЂФмгыввБћНКХфКЯЃЌЩњВњ90ЁцЕФЕчЯпЕчРТЁЃетбљЃЌгІгУCPEПЩвдАбЮвЙњЕЭбЙЯ№РТЕФЩњВњЫЎЦНДг65ЁцЬсИпЕНЙњЭтЗЂДяЙњМвЕФ75Ѓ90ЁцЩѕжС105ЁцЕФЫЎЦНЁЃ гУCPEзї750VМАвдЯТЕФШэЯпКЭШэЕчРТЕФОјдЕЃЌзюДѓгХЕуЪЧВЛЛсЮлШОЭЃЌCPEОјдЕЯпаОЕФЭЫПвЛЕувВВЛЛсБфЩЋЃЌетЮовЩгжЬсИпСЫЯпРТММЪѕЫЎЦНЕФЕЕДЮЁЃ CPEБОЩэНрАзШчбЉЃЌвђДЫЃЌЮоТлгУЫќзіОјдЕЛђЛЄЬзЃЌЖМПЩвдИљОнгУЛЇвЊЧѓЃЌзХГЩИїжжЯЪбоЕФЩЋВЪЃЌЬиБ№ЪЧКьЩЋКЭЛЦЩЋПѓгУЕчРТЕФЛЄЬзЃЌВЛНібеЩЋЯЪбоЖјЧвГЄЪБМфБЃГжВЛБфЩЋЁЃ Й§бѕЛЏЖўвьБћБНЃЈDCPЃЉСђЛЏЪБгаПрагШЪЮЖЃЌетЪЧгЩгкDCPЗжНтЪБВњЩњЕФвЛжжЛЏКЯЮяЫљжТЃЌФПЧАЭЈЙ§ЕїећХфЗНЃЌбЁгУЮоЮЖЛђЩйЦјЮЖЕФЙ§бѕЛЏЮяРДНтОіЃЌвВПЩгУМгШШКѓДІРэЕФЗНЗЈНЋЦјЮЖНЕЕЭЁЃ 2. ЙЄвеЙуЃЌГЩБОЕЭЃЌаЇвцКУ CPEЛьКЯНКгУМЗЯ№ЛњМЗГіКѓЃЌФмгУИпЮТНјааШШНЛСЊЃЌвВПЩдкГЃЮТЯТгУЕчзгЗјееЕФЗНЗЈНјааНЛСЊЃЌЖўжжНЛСЊЗНЗЈЕУЕНЕФЕчЯпЕчРТВњЦЗдкадФмЩЯМИКѕвЛбљЃЌЖјГЃЙцгУЕФТШЖЁНКЃЈCRЃЉЁЂЬьШЛНКЃЈNRЃЉ-ЖЁБННКЃЈSBRЃЉВЂгУНКдђВЛвЫВЩгУЕчзгЗјееНЛСЊЁЃ CPEИпЮТНЛСЊСђЛЏЬхЯЕжївЊЪЧгаЛњЙ§бѕЛЏЮяЃЌЖјСђыхРрЕФДњБэЪЧNa-22ЃЌЪЙгУГЇМвБШНЯЩйЃЌЦфНЛСЊЫйЖШТ§ЃЌСђЛЏЪБМфГЄЃЌадФмВЛМАЙ§бѕЛЏЮяЁЃЙоЪНСђЛЏгУCPEНКСЯЃЌбЧаЧЛЏбЇе§дкПЊЗЂЃЌФъЕзЯ№ЫмЗжЙЋЫООЭПЩвдЙЉЛѕЁЃ CPEЛьКЯНКЕФГЩБОМЦЫуЃКCPEдСЯМлЪЧ1Эђ1ЧЇЖрдЊвЛЖжЃЌЖјТШЖЁНКЃЈCRЃЉвЊ2ЭђзѓгввЛЖжЃЌВюМлДя8ЧЇдЊ/ЖжЁЃCRвзНЙЩеЖјВњЩњЗЯЦЗЃЌЪЙЩњВњГЩБОИпЃЌCSMНКЕФГЩБОгыCRЯрНќЃЌCPEСђЛЏНКЕФПЙеХЧПЖШИпЃЌвђЖјНКСЯЕФКЌНКСПЛЙПЩЪЪЕБНЕЕЭЃЌетбљCPEНКСЯГЩБОвЊБШCRКЭCSMУїЯдНЕЕЭЁЃ Дг80ФъДњЕНЯждкЃЌЯпРТаавЕжаЕФвЛаЉГЇдјЛЈОозЪЃЌЩЯСЫдМ40ЖрЬѕЗјееНЛСЊЩњВњЯпЃЌЕЋгЩгкЪаГЁБфЛЏЁЂЬхжЦИФИяКЭЙмРэЕШЗНУцЕФдвђЃЌЫќУЧДѓЖрЪ§ДІгкбЯжиПЊЙЄВЛзуЕФРЇОГЁЃШчетаЉГЇФмЖдБОГЇЩшБИТдМгИФдьЃЌЪЙжЎгУгкЩњВњЗјееНЛСЊCPEЕчРТЃЌПЩвдПЯЖЈЃЌгЩгкМгЙЄЗНЪНЕФВЛЭЌЃЌДјРДВњЦЗадФмИќгХгкШШСђЛЏCPEЃЌЪЙCPEЯпРТЭтЙлБэУцИќЙтССЃЌЯпРТЕФаЭКХЦЗжжИќПэЙуЃЌетвВЪЧВњЦЗЕФвЛГЁИяУќЁЃ 3. ПЩЭЦЖЏЯпРТВњЦЗЕФНсЙЙЕФЕїећ ЮвЙњЕЭбЙЕчЯпЕчРТжаЃЌЩшБИгУЯпКЭНЈжўгУЯпЪЧЕчЦјзАБИгУЯпЪЧЖўИіжївЊЕФЦЗжжЁЃАДЦфЫљгУВФСЯжївЊЗжPVCЫмСЯКЭЬьШЛЁЊЖЁБННКОјдЕБржЏЭПСЄЧрЯпЃЌЦпЪЎФъДњКѓжСНёвбБЛPVCЫмСЯЯпЭъШЋШЁДњЁЃдкЩшБИгУЯпЧщПігыНЈжўгУЯпРрЫЦЃЌжЛЪЧдквЛаЉЗЧгУЯ№НКЯпРТВЛПЩЕФЕиЗНБЃСєЁЃ гыЗЂДяЙњМвЯрБШЃЌЮвЙњЯпРТаавЕЫљФмЩњВњЕФаЭКХЦЗжжвдМАЫљЪЙгУЕФВФСЯРрБ№ПЩЫЕЪЧЩйЖјгжЩйЃЌетЖдЯпРТаавЕКЭгУЛЇбЁдёЖМЪЧМШВЛПЦбЇгжВЛКЯРэЃЌCPEЕФЭЦЙуПЩвдЮЊИФБфЮвЙњФПЧАЯпРТаавЕВњЦЗНсЙЙМАЯрЙиЕФЪЙгУбЁаЭЦ№ДйНјзїгУЁЃЩшБИгУЯпЃЌЬиБ№ЪЧПеЕїЯпYZWЮЊДњБэЕФЯ№ЬзШэЕчРТЃЌгУСђЛЏаЭCPEЛЄЬзШЁДњPVCЫмСЯЯпРТЃЌВХИФБфСЫPVCЫмСЯЯпРТвЛЭГЬьЯТЕФОжУцЁЃCPEЯ№НКЯпРТЫљЬигаЕФШсШэЁЂЪжИаКУЁЂВЛХТЛ№ЬЬЁЂВЛЛсШлЛЏЁЂзшШМЁЂЭтЙлЦЏССЃЌЪЧвдЭљЫмСЯЯпРТЮоЗЈБШФтЕФЃЌгЩгкCPEОпгааэЖрКЯГЩНКЫљУЛгаЕФгХЕуЃЌвђДЫЃЌCPEПЩДѓСПгУгкжЦдьМвгУЕчЦїШэЯпвдМАЕчЦјзАБИгУШэЕчРТЁЃ НЈжўгУЯпЃЌАДееУРЙњЕФЕчЦјЙцЗЖЙцЖЈЃЌзшШМНЛСЊЯпдкНЈжўжаДѓСПЪЙгУЃЌЖјетжжзшШМНЛСЊВФСЯдкУРЙњДѓЖргУCPEЁЂCSMКЭНЛСЊPVCШ§жжЃЌЕЋвђЮЊCPEГЩБОЕЭЃЌЙЄвеМђЕЅЪЧзюОпОКељСІЕФЁЃ ЯпРТаавЕВњЦЗНсЙЙЕїећЪЧМўДѓЪТЃЌЫќМШЙиЯЕЕНаавЕФкИїЩњВњГЇЃЌгжЙиЯЕЕНаавЕЭтИїгУЛЇвдМАЩшМЦЁЂЙцЛЎЁЂБъзМЕШВПУХЃЌЯЃЭћЭЈЙ§етДЮНЛСїЛсДйЪЙИїВПУХЖМааЖЏЦ№РДЃЌДйНјЯпРТаавЕВњЦЗНсЙЙЕФЕїећЃЌвВЪЧЯпРТаавЕЕФвЛМўДѓЪТЁЃ ЫФЁЂбЧаЧЛЏбЇCPEЯђЕчЯпЕчРТаавЕЭЦМіЕФОпЬхзіЗЈ бЧаЧЛЏбЇзїЮЊЪРНчЩЯCPEВњСПСаЕкЖўЮЛЕФДѓаЭЦѓвЕЃЌУцСйЙњФкCPEВњСПБШжижагУгкЕчЯпЕчРТЕФЯ№НКаЭCPE ВЛзу10%ОжУцЃЌгыЯШНјЙЄвЕЙњМвCPEВњСПЕФ50%ЪЧгУгкЕчЯпЕчРТЕФЯ№НКаЭCPEЕФВюОрЃЌЩюИаЯ№НКаЭCPEгІгУКЭЭЦЙуЙЄзїЕФжиШЮКЭЧБСІЃЌЮЊДЫНЋЭиеЙCPEдкЯ№НКСьгђЕФгІгУзїЮЊжївЊФПБъЁЃЦѓвЕзщНЈСЫКЌТШОлКЯЮяВФСЯбаОПжааФЃЌХфБИСЫХфЗНЪдбщбаОПЕФЖржжВтЪдЩшБИКЭвЧЦїЃЌЦфжаНЯЯШНјЕФгаDXLL-5000аЭЕчзгЭђФмРСІЛњЁЂC-2000EЯ№НКЮозЊзгСђЛЏвЧЁЃзюНќДгЕТЙњНјПкЕФЙўПЫСїБфвЧPolyLabЯЕЭГЃЌПЩвдНјааЮЂаЭНКСЯУмСЖКЭМЗГіЪдбщЃЌЪЧCPEНКСЯХфЗНбаОПКЭМгЙЄЙЄвеЬѕМўФЃФтЕФРэЯывЧЦїЁЃ 1. ФПЧАбаОПжааФШЋУцПЊеЙЕчЯпЕчРТаавЕЖржжХЦКХCPEНКжжЕФгІгУПЊЗЂ ЂХ ЭЈгУаЭХфЕчЯпТЗСЌНгЕчРТЃЈЕчЯпЃЉЃКBXFЁЂBLXFЁЂЭаОКЭТСаОЯ№ЦЄОјдЕТШЖЁЛђЦфЯрЕБЕФКЯГЩНКЛЄЬзЕчЯпЃЌЪЪгУгкЛЇФкУїЗѓКЭЛЇЭтЬиБ№ЪЧКЎРфЕиЧјЪЙгУЃЌПЩвдИФЮЊCPEжїЬхЕФОјдЕаЭЛЄЬзЯ№ЦЄЃЌВЛНіОјдЕадФмКУЃЌЮяРэЛњаЕЧПСІИпЃЌФЭГєбѕЁЂФЭЦјКђРЯЛЏЁЂФЭББЗНКЎРфЃЌетЪЧТШЖЁНККЭPVCЛЄЬзЮоЗЈБШЕФЁЃ ЂЦ ДѓСІПЊЗЂвдCPEЮЊжїЬхВФСЯЕФЖржжЛЄЬзНКСЯХфЗНЃЛ ЁЄ XH-01AЃЈЙсГЙжДааGB5013-1997БъзМЃЉНКСЯХфЗНЕФбажЦЃЛ ЁЄ XH-03AЃЈЙсГЙжДааGB12972-91КЭMT818ЁЂ1ЁЋ14ЁЊ1999ЃЉНКСЯХфЗНЕФ бажЦЃЈАќРЈзшШМДяЕНGB12666ЁЂ5-90AРрКЭBРрЕФзшШМБъзМЃЉЃЛ ЁЄ XH-21AЃЈЙсГЙжДааJB/T8140ЁЂ1ЁЋ4ЁЊ1995ЁЂGB9331ЁЊ88ЃЉНКСЯХфЗНЕФбажЦЃЈАќРЈзшШМадФмДяЕНGB12666ЁЂ5ЁЊ90AРрКЭBРрЕФзшШМБъзМЃЉЃЛ ЁЄ ВЪЩЋПѓгУЕчРТЛЄЬзНКСЯЃЈжДааGB12972ЁЊ91КЭMT818ЁЂ1ЁЋ14ЁЊ1999ЃЉзшШМДяЕНAРрКЭBРрЪдбщвЊЧѓЃЌзХЩЋЯЪбоЃЌГжОУВЛБфЩЋЃЌКьЩЋКЭЛЦЩЋЛЄЬзНКСЯЭтЙлЙтЛЌЦЏССЃЌадФмГЌЙ§ДЋЭГЕФCRВЪЩЋЛЄЬзЃЌХфЗНвбОГЩЪьЃЛ ЁЄ ЬњТЗЛњГЕГЕСОгУЕчРТЕФЛЄЬзНКСЯЃЈжДааJB/T8145ЁЂ1ЁЋ3-1995ЃЉДњЬцCSMЃЛ ЁЄ ЕЭЮТСђЛЏЃЈСђЛЏЙо145ЁцЃЉCPEЖржжЛЄЬзНКСЯ,АќРЈXH-01AЁЂXHЁЊ03AЁЂXHЁЊ21AвдМАВЪЩЋCPEПѓгУЕчРТЛЄЬзЃЛ ЁЄ ЮоЦјЮЖCPEСђЛЏЛЄЬзНКСЯЃЌГ§ЪЙгУЮоЦјЮЖЙ§бѕЛЏЮяЭтЃЌЮвУЧНЋжТСІгкрчЖўпђбмЩњЮяСђЛЏЬхЯЕЕФЪдбщКЭбаОПЃЛ ЁЄ CPEЮЊжїЬхЕФОјдЕНКСЯЕФХфЗНЪдбщКЭбаОПЃЌНтОіОјдЕЯпаОЭЯпЗЂКкЕФРЯДѓФбЮЪЬтЃЛ ЁЄ гУЛЇвЊЧѓЬиЪтЕчРТЛЄЬзКЭОјдЕХфЗНЪБЃЌЮвУЧНЋИљОнадФмвЊЧѓЛ§МЋПЊеЙХфЗНЪдбщЃЌСІељдкНЯЖЬЪБМфРязіКУгУЛЇЕФЗўЮёЙЄзїЁЃ 2. НЈСЂCPEНКСЯжаЪдГЕМф ЮЊСЫМгПьЯ№НКаЭCPEдкЕчЯпЕчРТаавЕгІгУЕФВНЗЅЃЌРЉДѓгІгУСьгђЃЌбаОПжааФЯТЩшЕФФъВњ8000ЖжCPEНКСЯМгЙЄжаЪдГЕМфЃЌМДНЋЭЖВњЃЌНьЪБПЩНЋбажЦГЩЙІЕФХфЗНжБНгЩњВњИїХЦКХЕФCPEНКСЯЃЌЙЉЕчЯпЕчРТЦѓвЕжБНгЪЙгУЃЌШЋЗНЮЛЮЊЯпРТаавЕзіКУЗўЮёЙЄзїЁЃ CPEНКСЯжаЪдГЕМфЛЙвЊУцЖдЯ№НКаавЕЃЌШчЗРЫЎОэВФЁЂНКЙмЁЂНКДјЕШЫљашвЊЕФCPEНКСЯЃЈАќРЈВЂгУНКСЯЃЉПЊеЙЪдбщКЭбаОПЃЌЬсЙЉЗћКЯвЊЧѓЕФCPEНКСЯКЭCPEгыЦфЫћКЯГЩНКВЂгУНКСЯЃЌОљгЩбаОПжааФЬсЙЉХфЗНКЭЙЄвеЃЌгЩжаЪдГЕМфжДааЮЊгУЛЇЬсЙЉНКСЯЁЃ злЩЯЫљЪіЃЌбЧаЧЛЏбЇдкЯ№НКаЭCPEЕФгІгУКЭЭЦЙужаЃЌНЋВЛвХгрСІЕФШЋЗНЮЛзіКУЮЊгУЛЇЕФЗўЮёЙЄзїЁЃКЭУРЙњвЛбљЃЌбЧаЧЛЏбЇЕФФПБъвВЪЧЯ№НКаЭCPEЕФВњСПЪЧCPEзмВњСПЕФвЛАыЃЌВЂЧвжївЊгУгкЕчЯпЕчРТаавЕЃЌетОЭЪЧНёКѓЮвУЧбЧаЧЛЏбЇГЄЦкЗмЖЗЕФФПБъЃЌСІељдкВЛЬЋГЄЕФЪБМфРяДяЕНЗЂДяЙњМвЕФЖдCPEЕФгІгУЫЎЦНЁЃ |
<SCRIPT language=JavaScript>build_inner_foot();</SCRIPT>
lead pig - ЧІЖЇ,ЧІПщ ЃЈ0ЃЉ ЭЖЫп
P:2009-04-19 07:42:50
6
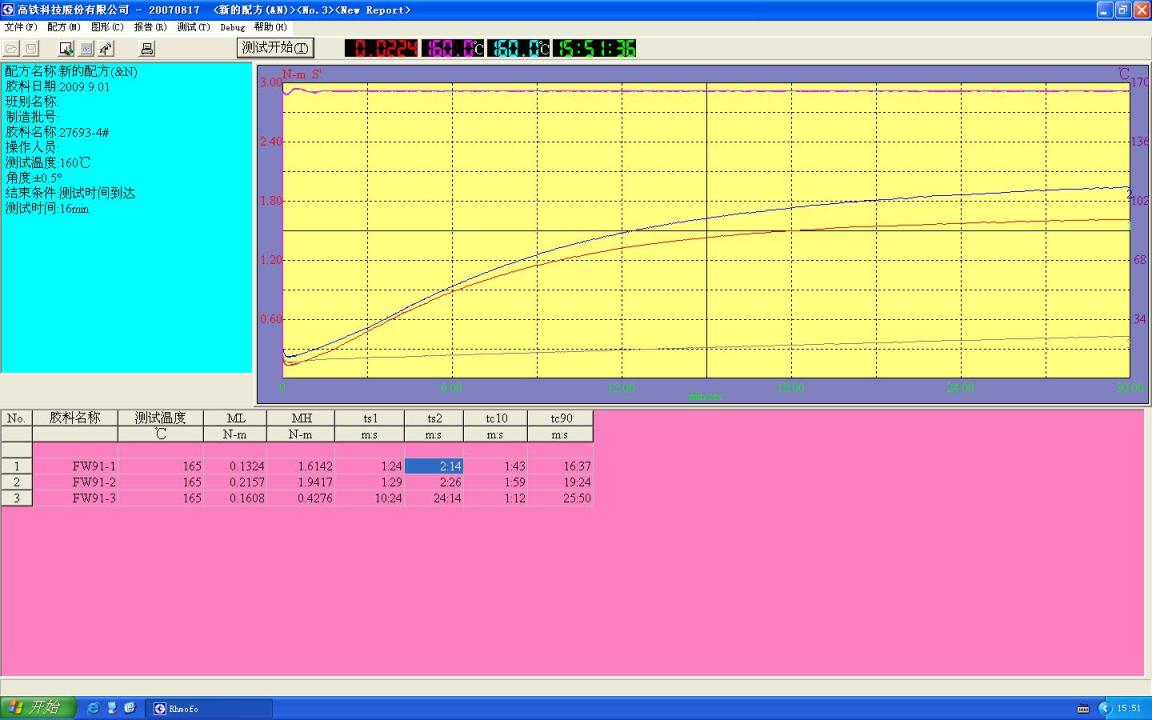
CPEНКСЯМгЙЄжаЃЌОЭжїЛњЖјбдЃЌМЗЯ№СЌајСђЛЏЛњЕФМЗЯ№ТнИЫГЄОЖБШзюЩйвЊ14:1ЃЌгУетИіБъзМРДКтСПФЯЗНвЛаЉЦѓвЕЃЌГ§ЬЈзЪЦѓвЕЭтЃЌДѓЖрЪ§ЕФЩњВњГЇЖМЪЧ12:1КЭ10:1ТнИЫЁЃбЙЫѕБШвВЗЧГЃаЁЃЌвЊЛёБэУцЗЧГЃЙтССЕФЛЄЬзЃЌетжЛгавЊЧѓНКСЯЕФУХФсеГЖШвЊЕЭЃЌСїЖЏадвЊКУЃЌНКСЯжЪСПЩдгаБфЖЏЃЌТэЩЯОЭЛсГіЯжЛЄЬзБэУцВЛЙтЛЌЁЂУЋВкУЛгаЙтдѓЁЃЬиБ№ЪЧYZWПеЕїШэЕчРТЃЌТњзуВЛСЫгУЛЇвЊЧѓЃЌОЭвЊЭЃЛњЁЃгЩгкCPEНКСЯФЅВСЩњШШПьЃЌЗЂШШСПДѓЃЌЛњЭВКЭТнИЫОљвЊгУРфЫЎПижЦЮТЖШЃЌОЭЪЧМЗГіЪБЕФФЃЬзЖМашвЊгУРфЫЎРфШДЃЌЗРжЙИпбЙеєЦћЖдФЃЬзВЛЖЯМгШШЃЌШЗБЃМЗЯ№СЌајСђЛЏГЄЪБМфВЛГіЯжаЁЪьЦЄЁЃФПЧАгавЛаЉГЇТнИЫУЛгаЭЈРфШДЫЎЃЌЛњЭВРфШДВЛЗжЖЮЃЌвЊРфШЋРфЃЌвЊШШШЋШШЃЌЖМзіВЛЕНМгСЯПкБЃГжЫљашЮТЖШЃЌЛњЩэЭЈЙ§ЗжЖЮРфШДЃЌЪЙЮТЖШВЛвЫЙ§ИпвЊЧѓЁЃЖдНКСЯЕФвЊЧѓвВБШНЯИпЃЌСђЛЏвЧЩЯTs1дк1Зж30УывдЩЯЕН2ЗжжгжЎМфЃЈ
етЖЮЛЙЛАгаЕугУДІЁЃ
spring unit - ЕЏЛЩзАжУ ЃЈ0ЃЉ ЭЖЫп
P:2009-09-22 16:59:48
7
ИпФЭШШзшШМЕчРТЛЄЬзХфЗНЃЈРГжнНнГЩЛЏЙЄЬсЙЉВЮПМЃЉ
ТШЛЏОлввЯЉЃЈ135BЃЉ100
ИпФЭФЅЬМКк 20
ЬМКк 550 20
ЛюадбѕЛЏУО 12
ЧсжЪЬМЫсИЦ 20
ПЙбѕМСDLTP 0.5
ЧтбѕЛЏИЦ 4
ЗРРЯМС 0.5
ЗМЬўгЭ 20
TOTM 5
гВжЌЫсЧІ 1
СђЛЏМСACTOR -TDD 2.5
ДйНјМСACCEL NC 1.5
ФЩУзИпСыЭС30
зшШММСTBC 4
КЯМЦ 255.0
ММЪѕжИБъЃК
rollring unit - ЙіЛЗзАжУ(ХХЯпзАжУЩЯЕФХХЯпЦї) ЃЈ0ЃЉ ЭЖЫп
P:2010-06-09 13:31:31
13
етРяЪЧ..
.ЦѓвЕЕФЙмРэзЪСЯБІПт
.ЦѓвЕХрбЕдБЙЄЕФБІВи
.ЦѓвЕжЦЖШжЦЖЈЕФВЮПМ
ШУФњдкЭЌЪТжаЭбгБЖјГі
ШУРЯАхЙЮФПЯрПД
ЯђБъИЫбЇЯА,МДПЩГЌдНЖдЪж
ЮЊФњЕФЙЄзїДјРДМЋДѓАяжњ.
зіЗНАИ,ВпЛЎ,ХрбЕ,ЖЉжЦЖШ, МђБЈ.... ВЛдйЗГФе!! ЮЊЩ§ЧЈМгаНДјРДЛњЛс!!!
ЁЖЛщвіЩњЛюЁЗЁЖЗђЦоЩњЛюММЧЩЁЗФњЕФЕъЦЬГѕЪМгђУћЮЊЃКhttp://shop61173042.taobao--.com ФњЕФЖўМЖгђУћЪЧЃК http://jiqiao.taobao--.com
АйЦЬбЁЕъЦЬЕчзгЪщВЮПМЭјжЗЪЧЃК http://baipuxuan.taobao--.com
medium voltage - жабЙ ЃЈ0ЃЉ ЭЖЫп

P:2011-04-19 10:31:12
15
ИіШЫЙлЕуЃЌЕжжЦТШЛЏОлввЯЉВФСЯдкПѓгУЕчРТЕБжаЕФЪЙгУЃЌМђЕЅЫЕЕуЃЌЕквЛЃКЪЙгУвЛЖЮЪБМфКѓЃЌТШЛЏОлввЯЉзіЕФЕчРТЭтЛЄЬзЛсБфЕУНЉгВЃЌЪмЭтСІМЗбЙЁЂЁЂЭфЧњЁЂДђдвМЋвзПЊСбЦЦЫ№ЃЌФЯЗНвЛаЉЕчРТГЇЪЙгУТШЛЏОлввЯЉЕФетаЉЕчРТдкПѓОЎЯТЪЙгУетИіЮЪЬтвбОБЉТЖГіРДСЫЁЃ
ЕкЖўЃКТШЛЏОлввЯЉШМЩеЦјЮЖЪЧгаЖОЕФЁЃ
cable connection - ЕчРТСЌНг ЃЈ0ЃЉ ЭЖЫп
15
