

首页 > 挤塑 挤橡 发泡
[模具螺杆] 单螺杆挤出机的加热方式有哪些?各有何特点?
P:2026-02-13 15:47:26
1
单螺杆挤塑机的加热和冷却系统是保障物料塑化质量、稳定挤出工艺的核心配套装置,二者协同工作以精准控制机筒、螺杆及机头的温度,满足不同高分子材料(如 PE、PVC、PP 等)的加工需求。今天我们先来谈谈加热方式。
加热方式
挤出机的加热有电加热和液体加热两种方式,其中电加热方式用的最多。
一、电加热
电加热又分为电阻加热、电磁感应加热及远红外加热,其中电阻加热应用最为广泛,随着绿色节能生产理念的推进,远红外加热普及越来越快。
1、电阻加热(最广泛)
电阻加热的工作原理是:利用电流通过电阻丝产生大量的热量来加热料筒和机头,实现物料加热塑化。
这种加热结构形式分为:铸铝加热器、陶瓷加热器及带状(云母)加热器等,均为分段式安装在机筒外壁,通过保温层减少热量散失。
铸铝加热器:铝壳包裹电阻丝,导热性好、升温快、温度均匀性强,适合中高速挤出工艺,性能非常稳定,能耗适中。但是该加热器一般加工的温度不能超过300度,使用范围比较窄,不能用于高温塑料。

陶瓷加热器:具有耐高温(可达 700℃以上)、耐腐蚀、绝缘性好等优点,但陶瓷材料的热传导性能相对较差,导致热量在传递过程中散失较多,加热效率不高,且保温性很差,自身散热非常快,因此具有加热速度慢、能耗高及易碎等缺点。

带状(云母)加热器:体积小、尺寸紧凑、韧性好,调整简单,装拆方便,成本较低,但在500℃以上,云母会氧化,其寿命和加热效率取决于加热器是否在所有点都能很好的与金属料筒或机头相接触,如果安装不当,会导致不均匀加热或加热器损坏。该加热器多用于小型挤塑机或低温加工场景。
2、电磁感应加热

电磁感应加热的工作原理是:高频电流通过线圈产生交变磁场,机筒金属壁因电磁感应产生涡流并发热,直接加热机筒。
结构形式:由电磁感应线圈、高频发生器、温度传感器组成,一般会先在机筒表面覆盖一层保温层,再缠绕电磁加热线圈,线圈与机筒无直接接触。
主要特点:加热均匀,在机筒径向方向上的温度梯度较小;对温度调节的反应灵敏;节省电能,比电阻加热器可节省大约30%~50%;使用寿命比较长。但加热温度会受感应线包绝缘性能的限制,不适合于加工温度要求较高的塑料,成本高;由于磁场的集中问题,螺杆内部温度远高于机筒外表面,难以温控;机身的径向尺寸大,装拆不方便,不便于用于加热机头;有电磁辐射风险。多用于造粒和其他的粗加工,对温度控制精度要求不高的场合。
3、远红外加热

远红外加热是一种辐射加热方式。挤塑机远红外加热技术工作原理:利用特定波长的远红外线直接照射挤出机料筒,当红外线的频率与物料分子(或料筒金属表面分子)的振动频率相匹配时,会引起分子的剧烈共振,从而将辐射能直接转化为热能。
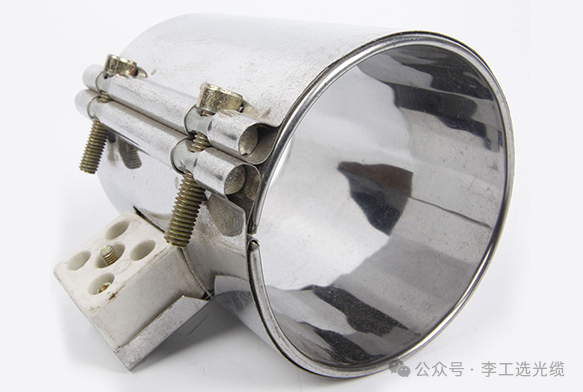
挤塑机远红外加热系统为分段式设计,每段独立控温,主要组件包括:远红外加热元件、反射罩、隔热保温层及温度传感器与控制器。
远红外加热元件:核心部件,常见类型有远红外加热管(石英管 / 陶瓷管内置发热丝)、远红外加热板(陶瓷基体涂覆红外辐射涂层),安装在机筒四周,与机筒保持 5-10cm 间隙(非接触)。反射罩:采用镜面不锈钢材质,安装在加热元件外侧,作用是将发散的红外线聚焦反射至机筒表面,减少热量散失,提升热效率。隔热保温层:覆盖在反射罩外侧,材质多为硅酸铝棉,防止热量向环境辐射,降低能耗。温度传感器与控制器:每段配置热电偶(K 型为主),实时采集机筒温度,通过 PID 控制器调节加热元件功率,实现恒温控制。
主要特点:具有加热均匀、清洁无污染、节能、升温快、温度范围广(最高温度可以达到700-800℃)及安装方便等优点。该结构成本较高,且热效率受环境影响大,多用于精密挤出或对洁净度要求高的场景。需要提醒的是,使用中应注意温度控制系统,如果有失效的情况,加热器持续加热会烧坏机筒,使机筒外表面鼓包变形,螺杆直接烧毁。
二、液体加热
热油循环加热(超高精度型)

工作原理:热油炉加热导热油,通过循环系统将热量传递给机筒,适合需要高温且温度均匀性要求极高的工艺。
结构形式:机筒内部设计有导热油通道,外接热油炉和循环泵,导热油在通道内循环流动。
主要特点:具有温度波动小、加热均匀,不会产生局部过热现象等优点;但加热系统比较复杂,成本高、维护难度大,以及有的液体(油)加热温度过高有燃烧的危险,有的液体(联和苯的最低恒沸混合物)又易分解出有毒气体,而且这种系统有较大的热滞,故应用不太广泛。主要应用在一些有严格温度控制的场合,例如橡胶,交联电缆和低温产品等。
fire-belt - 防火带 (0) 投诉

2
