

ЪзвГ > МЗЫм МЗЯ№ ЗЂХн
[ЗЂХнОјдЕ] ЗЂХнжЊЪЖЗжЯэ
P:2019-08-24 11:52:41
1
вЛ.ЗЂХнЕФЛљБОИХФю
Жў.ЗЂХнЕФгХШБЕу
Ш§.ЗЂХнЕФСНжжаЮЪННщЩм
ЫФ.ЗЂХнЕФе§ШЗбЁдё
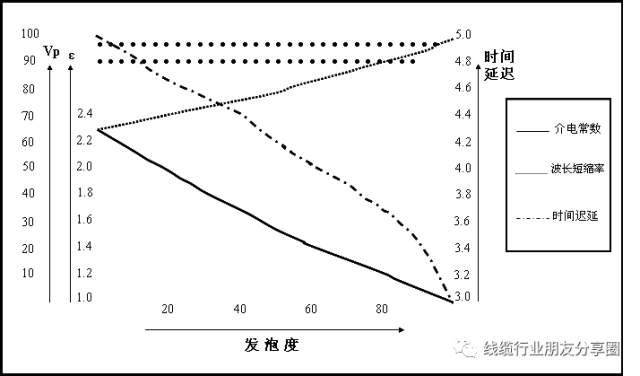
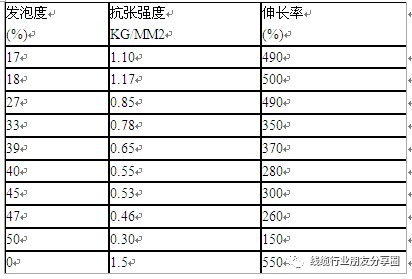
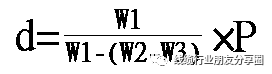
ЪаГЁЩЯЕчРТаавЕгІгУЗЂХнЕФжжРр ЛЏбЇЗЂХнЁњЦеЭЈSCSIаОЯпЕчФдЯпЩЯ ЮяРэЗЂХн(ЕЊЦјЗЂХн)ЁњИпЦЕЭЈбЖЯпРТЩЯ Ёљ ЮвУЧДјзХвЩЮЪПЊЪМНјШыЮвУЧЕФПЮГЬ ЗЂХнЕФгХЕуКЭШБЕуЃК ЗЂХнЕФФПЕФМАгХЕуЃК A.ЪЙЦЗжЪЧсСПЛЏЭЌЪБПЩвдНЕЕЭВФСЯГЩБО. B.НщЕчЯЕЪ§аЁЁЂИпЦЕЫЅМѕЕЭЁЂадФмЮШЖЈЁЂЗРЫЎЗРГБМАЭфЧњадКУЁЂЕчзшЭтОЖаЁЪЙгУЪйУќГЄ. ЗЂХнЕФШБЕуЃКИНзХСІНЯВюЁЂЧПЖШВю ЛЏбЇЗЂХнЕФНщЩмЃК 1.ЛЏбЇЗЂХнЕФгХЕуЃКПЩгУгкЦеЭЈбКГіЛњЩЯЩњВњ,ЫйЖШЯрЖдНЯПь,ЧвгУгкUSB,VGAЁЂDVIЁЂSATAЁЂHDMIЕШЦеЭЈбЖКХвЊЧѓЯпРТЩЯ. 2.ЛЏбЇЗЂХнЕФШБЕуЃКЗЂХнЕФОљдШадФбМьВт,ЮТЖШШШУєИп,ВЛвзЛДШЗМьВт,вЛАуЗЂХнЖШзюДѓНіФмДяЕНдк40%зѓгв. ЮЊЪВУДЫќгаетбљЕФШБЕуФиЃП гкPEОјдЕВФСЯжЦСЯЙ§ГЬжа,ЛьКЯЪЪЕББШР§ШШаЇгІЗЂХнМС,ЦфЪЙгкаОЯпжЦГЬЪБ,РћгУЮТЖШДйЪЙЗЂХнМСВњЩњЛЏбЇЗжНтБфЛЏ,гкPEВФСЯФкВПаЮГЩЦјХн,ДЫЯюВФСЯЖдЮТЖШЗДгІЯрЕБСщУє( ЁР1Ёц),ЮТПиЩшБИЩдЪмЭтНчгАЯь,ЦфЗЂХнЖШБфЛЏМЋДѓ,ФПЧАДЫЯюЗНЪНЗЂХнЖШПЩДяЕН40-50%,ЧвДЫЗЂХнВФСЯаыжУЗХгкИЩдяЛЗОГФк,ЗёдђЫЎЗжНјШыВФСЯКѓгкбКГівзЕМжТаОЯпЕчШн,ЭтОЖВЛЮШЖЈ. PEЗЂХнЖШгыНщЕчГЃЪ§,ВЈГЄЖЬЫѕТЪ,ЪБМфбгГйЙиЯЕЭМ: PEЗЂХнжЎЬиадЙиЯЕБэ: дкОВЕчШнСПвЊЧѓвЛЖЈЕФГЁКЯ,НЕЕЭОјдЕВФСЯЕФЪЕаЇНщжЪГЃЪ§,дђаОЯпОЖБуПЩМѕаЁ.ДЫЪБ,вЛЖЈГпДчЕФЯпРТЙмжа,ОЭПЩЖрЩшЯпТЗ,дкЖраФЯпРТГЁКЯгаКмДѓЕФгХЕуЃЌВФСЯЗЂХн,дђЧПЖШЯТНЕ,ЙЪБЁОјдЕГЁКЯЗЂХнЖШжЛЯогк20-30%,КёОјдЕЪБдђдМДя50%зѓгв,ЪєгкНЯЕЭЗЂХнЕФРрБ№. ЮяРэЗЂХнЕФНщЩмЃК 1.ЮяРэЗЂХнЕФгХЕуЃКНЯКУПижЦЗЂХнЖШЧвЗЂХнЖШПЩвдИпДя80%,ЙЪНщЕчЫ№КФПЩвдПижЦКмаЁ, ЙЪгкИпЫйЯпРТЩЯ. 2.ЮяРэЗЂХнЕФШБЕуЃКашгУЬиЪтЩшБИПЩЭЖВњ,ЧвЯрЖдЩшБИЭЖзЪГЩБОНЯИп. ЮЊЪВУДЫќгаетбљЕФШБЕуФиЃП ЪзЯШРДСЫНтвЛЯТЗЂХнЕФЙЄвеЃК ЕЊЦјЗЂХнЪЧЭЈЙ§бЙЫѕПеЦјЦєЖЏзЂШыБУ,дквЛЖЈЕФбЙСІЯТЪЙЕЊЦјИпбЙБУЩ§бЙ,ВЂЭЈЙ§ЮШСїЗЇНјааПижЦ,ШЛКѓДгХчЭЗАбЕЊЦјзЂШыМЗГіЛњжа,ЕБЕЊЦјдкИпбЙзїгУЯТ,ЯёЮэзДвЛбљХчШыМЗГіЛњФкШлШкЕФОлввЯЉжЎжа,ЭЌЪБгыОлввЯЉжаЕФГЩКЫМСЗЂЩњКЫЛЏ,МЗГіКѓдкПеЦјжааЮГЩЗЂХнОјдЕ.ЕЊЦјЮяРэЗЂХнЕФжївЊЙ§ГЬОЭЪЧНЋЕЊЦјШмНтгкШлШкЕФОлввЯЉ(PE)жЎжа,аЮГЩЮЂЯИЕФХнПзНсЙЙ,дкМЗГіЛњТнИзФк,КЌгаЩйСПГЩКЫМСЕФPEСЯОМгШШНСАшГфЗжЫмЛЏКѓ,НЋЕЊЦјзЂШы. ЗЂХнЕФЯрЙиЫЕУїЃК 1.ЗЂХнЖШЕФВтЖЈЗНЗЈЃК Цфжа,d=ЗЂХнЬхУмЖШ d0=ЛљВФдгаЕФУмЖШ УмЖШВтЖЈЗЈЃЛЯШГЦЗЂХнЬхжиСПЮЊW1,дйНЋЗЂХнЬхгыэРТыСЌНг,гУМЋЯИИжЫПЛђЭЫПЕѕЙвгыЫЎЛђОЦОЋжа,ГЦжиЮЊW2,зюКѓГЦГіэРТыдквКЬхжаЕФжиСПЮЊW3,дђУмЖШdПЩгУЯТЪНЧѓГі бКГіЗЂХнЗЈЃК ФПЧАЪаЪлЗЂХнPEжЎЗЂХнМСЃК A.ИпУмЖШгУФђЫиРр бКГіЗЂХнЕФжЦдьЙЄГЬЃК бКГіЗЂХнЕФжЦдьЙЄГЬШчЯТЫљСаЃК ЗЂХнбКГігУбКГіЛњЃК бКГіЛњЕФL/DдМ20-28,ВЂгаНЯГЄЕФЙЉСЯЖЮ,бЙЫѕБШдМ2.0-2.5,бКГіЛњдкЩшМЦЩЯгІзЂвтЯТСаИїЕуЃК ФПЧАдкЗЂХнбКГіВПЗжЃЌвЕНчБШНЯгаадМлБШБЃжЄЕФГЇЩЬжївЊЪЧЃЌДДеЙЛњаЕЃЌе§ЭўЛњаЕЃЌаТНмЛњаЕЕШ. бКГіЬѕМўЃК ЗЂХнЯпбКГіЕФЪБКђ,ЦфбКГіЬѕМўЪмбКГіЛњГпДч,ТнИЫЙЙдьЁЂТнИЫЛизЊЪ§МАЗЂХнМСХЈЖШЕШвЊвђЫигАЯь,КмФбЕУЕНЭЈгУЕФддђ,жиЕудкШчКЮЪЙВФСЯбИЫйШлШк,ВЂЪЙЗжНтЦјШмгкВФСЯжа,жБЕНГіблФЃПкКѓВХПЊЪМЗЂХн. бКГіЬѕМўЃКР§ШчбЙСІЁЂЮТЖШЁЂМАбКГіЪБМфЕШЗЂЩњБфЛЏ,дђбКГіГЩЦЗЬиадврЗЂЩњКмДѓБфЛЏ. бКГіЮТЖШЃКЯЕжИШлШкВФСЯЕФЪЕМЪЮТЖШ,ЕБЮТЖШВЛЭЌЕФЪБКђ,бКГіЯпЕФЗЂХнЬиадврЦ№Бфвь,ЮТЖШдкФГвЛЬиЖЈЗЖЮЇЕФЪБКђ,ЗЂХнЬиадзюСМКУ,ИпЛђЕЭгкДЫЯюЗЖЮЇ,ЖМЮоЗЈЕУЕНжЪСПСМКУЕФбКГіЯп. бКГіЪБМфЃКбКГіЪБВФСЯдкТнИзЕФЭЃСєЪБМф,ГЦЮЊбКГіЪБМф,ЖдЗЂХнЬиадвргаЯрЕБДѓЕФгАЯь,ВФСЯдкТнИзЭЃСєЪБМфвргІБЃГждкФГвЛЬиЖЈЗЖЮЇФк,ВХФмбКГіЬиадСМКУЕФЗЂХнЯпРД. злЩЯЫља№,ПЩжЊЗЂХнбКГізївЕЪЕЮЊвЛЯюашвЊЯрЕБИпММЪѕЫЎЛДЕФзївЕ,бКГіЬѕМўЩшЖЈЩдгаВЛЩї,ОЭКмФбжЦдьГіжЪСПСМКУЕФЗЂХнЕчЯп,зївЕШЫдБгІДгВЛЖЯЬхЛсжаЛёЕУСМКУЕФОбщ,ОЋвцЧѓОЋ,ВХФмДяЕНЬсИпЫЎЛДЁЂИпжЪСПЕФОГНч. ЗЂХнЧщаЮШчЯТЭМЃК бКГіЬѕМўЕФгАЯьЃК A.бКГіЮТЖШЕФгАЯьЃКВЩгУЬэМгЗЂХнМСНјаабКГіЗЂХнЕФЪБКђ,бКГіЮТЖШЬѕМўЖдЗЂХнЬиадЕФ СМауеМгаОіЖЈадЕиЮЛ,бКГіЮТЖШШчФмгыЗЂХнМСЗжНтЮТЖШГфЗжХфКЯ,БиПЩжЦдьГіЬиадСМКУЕФГЩЦЗЃЛЕЭЮТбКГіЦјХнЪ§КмЩй,ЮТЖШЩЯЩ§дђЦјХнЗжВМж№НЅОљдШ,ЗЂХнЖШНЅааЬсИп,дкЕНДяФГЮТЖШЕФЪБКђ,ЗЂХнЖШзюИп,ВЂЕУЕНМЋЯИЮЂЕФЦјХнЙЙдь;ЮТЖШдйЩЯЩ§дђЦјХнДжДѓЛЏ,ВЂгаЦјХнЦЦСбЯжЯѓ,аЮГЩВЛОљдШЕФЦјХнЙЙдь.ДЫЯюзюЪЪЕБЮТЖШЬѕМў,ЖЫЪгВФСЯБ№Жјвь,çОгУЪЕбщРДОіЖЈЭт,ЪЕБ№ЮоСМЭОПЩб. B.ТнИЫЛизЊЪ§ЕФгАЯьЃКТнИЫЛизЊЪ§ЖдЗЂХнзДЬЌвВгаЯрЕБгАЯьад.ЛизЊЪ§діМгЕФЪБКђ,ЗЂХнЖШвВж№НЅдіМг,ЦјХнЙЙдьИќаЮЮЂЯИ,жБжСДяЕНФГЯоЖШЮЊжЙ.ГЌЙ§ДЫЯоЖШКѓ,аЇЙћЗДЖјЯТНЕ,ЙЪШчКЮОіЖЈЪЪЕБЕФТнИЫЛизЊЪ§,МЋЮЊживЊ. ЭтблаЮзДЕФгАЯьЃК бКГіЗЂХнгУблФЃ,дкЩшМЦЪББиаыПМТЧЭтблГіПкКѓЕФХђеЭад,ШєвдAБэЪОВФСЯЗЂХнЧАКѓЕФЖЯУцЛ§БШ,дђ: вЛАуБЁВубКГіЕФЪБКђ,ХђеЭБШдМЕШгк2,КёВубКГідђХђеЭБШдМЕШгк4,бКГіЗЂХнЭтблПзОЖ,ПЩРћгУЧАЪНБфаЮ,ЧѓГіШчЯТ: ЕБЗЂХнКѓЕФЭъГЩЭтОЖМАЕМЬхЭтОЖОіЖЈЪБ,ЭтблПзОЖБуПЩРћгУЙЋЪНКмМђБуЕФЧѓГіРДЃЛЭтблШыПкНЧвВЮЊЩшМЦЕФживЊЯюФП.дкЗЂХнбКГіГЁКЯ,блФЃФкНЧЭЈГЃНдТдДѓгкЪЕЬхбКГіблФЃЕФНЧЖШ. КёЗЂХнВуЕФРфШД: ЗЂХнВуЕФЬиад,ЪмРфШДЬѕМўЕФгАЯьКмДѓ,ЦјХнЯЕдкЭтблГіПкКѓВХПЊЪМХђеЭ,ЮЊЪЙЦфЭъШЋЗЂХн,гІЩшЯрЕБОрРыЕФПеРфЖЮ,КёВубКГіКѓМБРф,дђЗЂХнЖШНЕЕЭ,бКГіБэУцГЃЦ№ВЈРЫ,ГЩЮЊаОЯпБфаЮдвђжЎвЛ. жЦГЬШчКЮЪЙЗЂХнPEБфвьНЕЕНзюЕЭ : дквЊЧѓИпадФмГЁКЯ,вЛЖЈвЊЩшЗЈЪЙжЦдьЬѕМўЙЬЖЈ,ДЫЪББиаызЂвтЯТСаИїЕу,ВХФмЪЙБфвьМѕЮЊзюЕЭ: ЗЂХнЕФЛљБОИХФюЃК
ЗЂХнЕФЛљБОИХФюЃК





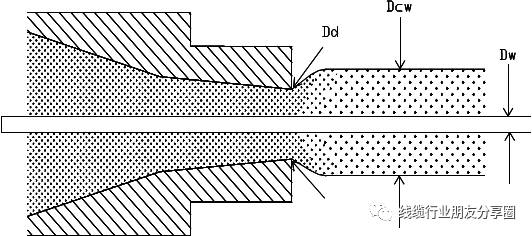
ЯпРТЗЂХнВуЕФЗЂХнЖШ,ПЩРћгУЦеЭЈЕФУмЖШВтЖЈЗЈМЦВт,ЫљЮНЗЂХнЖШФЫжИЗЂХнЬхжаКЌЖрЩйАйЗжБШЕФЦјЬх,ПЩгІгУЯТЪНБэЪОжЎ


B.ЕЭУмЖШгУЬМЫсРр
ДѓВПЗжЗЂХнМСЕФЗжНтЩњГЩЮяЖМОпгаЮќЪЊад,ЩњГЩЕФЦјЬхврГЃКЌЫЎЗж,ЙЪдквЊЧѓЕЭЫ№ЪЇЕФГЁКЯ,бКГіЯпБиаыЪЉааИЩдяЪжај.
A.ДгбКГіЛњМгСЯЖЗЙЉШыЗЂХнВФСЯ
B.ВФСЯдкТнИзЪмШШ,гЩТнИЫЕФдЫзЊЖјЪЙЦфЗЂЩњПЩЫмЛЏ,ЧвдкЛьСЗжаЭљЧАЪфЫЭ.
C.ОЙ§блФЃаЮГЩвЛЖЈЭтОЖ,бКГіЭЌЪБЗЂХн.
D.бКГіЯпдкРфЫЎВлРфШДЙЬЛЏ.
A.ЩшМЦаЁбЙЫѕБШЕФТнИЫЉr
B.ЩшжУЗДбЙЕїНкЦїЃЌвдПижЦЪЪЕБЕФЗДбЙЉr
C.ЛњЭЗгыблФЃВПзшСІОЁСПМѕаЁЉr
D.Тна§РШПэМѕаЁ.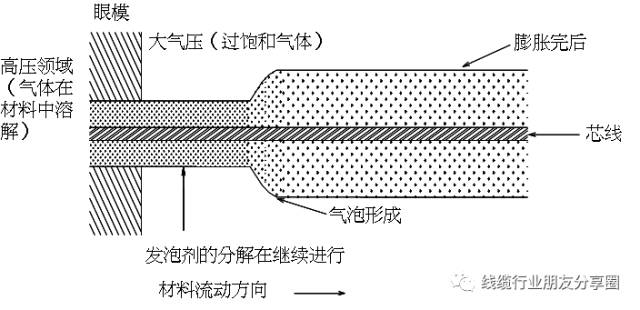


ЕЭЗЂХнБЁВубКГіЕФГЁКЯ,ШыПкНЧдМ60-90o,ГіПкНЧ9-15o,ЩшМЋРШГЄЛђВЛЩшГЄ,етбљЩшМЦблФЃБуФмЕУЕНСМКУЕФбКГіБэУц,бКГіЗЂХнгУблФЃДњБэР§: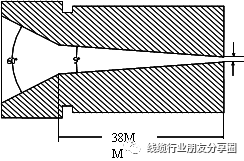 ЗЂХнбКГігУЭтФЃ
ЗЂХнбКГігУЭтФЃ
ЗЂХнЬхБОЮЊИєШШВФСЯ,аОЯпБэУцгыФкВПЮТЖШЯрВюКмДѓ,БуЛсЗЂЩњБфаЮ,ЙЪКёВубКГівЛЖЈвЊЪЕааЗжЖЮРфШДЕФММЧЩВХаа.
бКГіЯпЩаЮДГфЗжРфШДБуПЊЪМОэШЁ,НсЙћКмШнвзЗЂЩњБфаЮгыРЃСбЯжЯѓ,ЙЪРфШДЫЎВлФЉЖЮвЛЖЈвЊЮЌГжГфЗжЕФЕЭЮТ,аОЯпЬШгаИЁГіЫЎУцЯжЯѓ,врЗЂЩњВПЗжЕФБфаЮ,гІЩшЗЈЪЙЯпЭъШЋНўШыЫЎжаРфШД.
A.бЁгУжЪСПОљдШЕФВФСЯЁЁ
B.ВФСЯЙЉШыЖЈСПЛЏЁЁЁЁ
C.БЃГжвЛЖЈЕФбКГіЮТЖШ
D.БЃГжТнИЫЛизЊЪ§ВЛБф
E.ЮЌГжвЛЖЈЕФЮТЖШЕФЕМЬхЮТЖШ
F.ЮЌГжвЛЖЈЕФЯпЫй
secondary insulation - ЖўДЮОјдЕ,ЕкЖўВуОјдЕ ЃЈ0ЃЉ ЭЖЫп

8
