1
[tian124 在 2014-5-29 22:42:21 编辑过]
2
3
就是螺杆上面的螺旋长度与螺旋高度,在不同的材料性质所用的螺杆长径比是不同的。你应说明你用什么样的材料,你机的长径比和压缩比是多少。别人才能给你提供一些有价值的数据参考啊
4
[tian124 在 2014-6-3 22:44:01 编辑过]
5
有点影响:一般比较难挤的使用低压缩比的,如低烟无卤的;
通常情况,长径比越大,挤出越稳定。
6
7
8
9
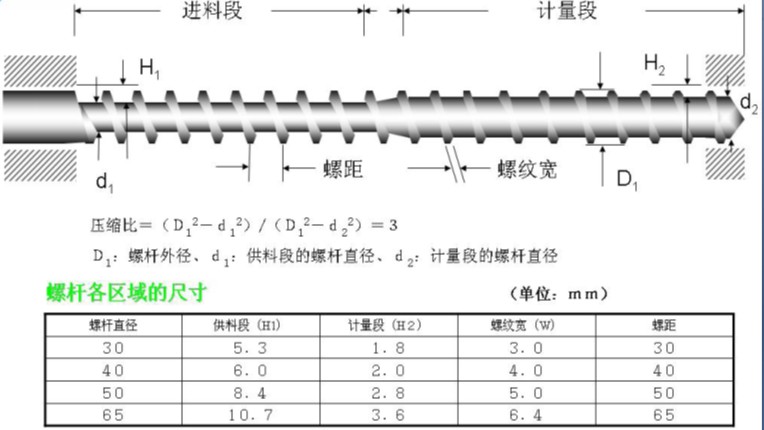
aqhd2008:相对同一种物料压缩比对挤出产量起决定作用,计算公式为(螺杆直径-进料段槽深)*进料端槽深/(螺杆直径-出料段槽深)*出料段槽深;长径比决定物料塑化效果,以适合生产为准尽可能选用小长径比。
应该是“(螺杆直径2-进料段直径2) / (螺杆直径2-计量段直径2)”
[songyou 在 2014-9-1 11:49:25 编辑过]
[songyou 在 2014-9-1 11:50:43 编辑过]
[songyou 在 2014-9-1 11:52:13 编辑过]
201268173047.jpg
10
不错 感谢分享
11
12
13
14
15
 aqhd2008:
aqhd2008: