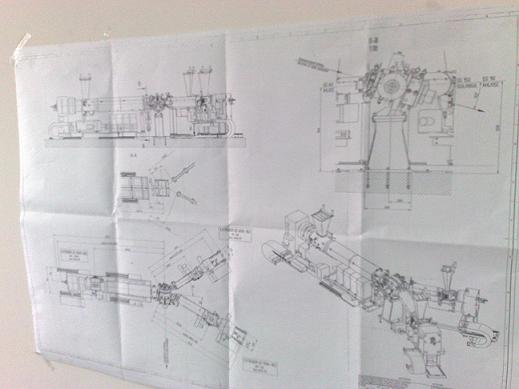
橡套电缆三层共挤连续硫化生产线主要设备组成 - 简版
橡套电缆三层共挤连续硫化生产线
主 要 设 备 组 成
序号 | 设备名称 | 规格 | 数量 |
1 | 行走式放线架 | 800~ | 2 |
2 | 储线架 | 储线长 | 1 |
3 | 上牵引 | 包带式 牵引力30KN | 1 |
4 | 三层共挤机头 | 挤出最大外径 | 1 |
5 | 上密封装置 | 气动 | 1 |
6 | 65挤出机 | 长径比16:1 | 1 |
7 | 90挤出机 | 长径比16:1 | 1 |
8 | 120挤出机 | 长径比16:1 | 1 |
9 | 悬垂控制器 | 非接触式 | 1 |
10 | 硫化管 | Φ219×6及Φ150×6不锈钢 | 1套 |
11 | 冷却管 | Φ150×6不锈钢 | 1套 |
12 | 下密封装置 | 气动 | 1 |
13 | 下牵引 | 牵引力30KN(履带式) | 1 |
14 | 辅助牵引机 | 牵引力10KN(履带式) | 1 |
15 | 行走式收线架 | 800~ | 2 |
16 | 水汽平衡控制系统 | 1套 | |
17 | 电气控制系统 | 1套 |
[天缆电工 在 2008-8-6 14:38:53 编辑过]
[天缆电工 在 2008-8-6 14:40:40 编辑过]
楼主:请问一下三层共挤与1+2结构的各有那些优缺点?
1+2在生产上 经常会在第一层半导电层过双层机头的过程中出现问题
毕竟橡胶还没有硫化。三层共挤避免了这个问题
其他的感觉都差不多了 还有三层共挤主机部分要比1+2主机部分占用的地方小一点 呵呵
大家都出来聊聊啊~~~
主要是主机和机头部分
其他基本差的不多
请问:
1.整条线有多长?
2.测偏系统有吗?
3.辅助牵引作用?
4.硫化管加热方式?
那1+2就没什么优势了?!
PLWH:
请问:
1.整条线有多长?
2.测偏系统有吗?
3.辅助牵引作用?
4.硫化管加热方式?
管道初步定102米左右 还要根据厂房条件具体设计
自动测偏心和调偏心还没有 不过有自动调整线径的线径控制
辅助牵引 是在主牵引转弯后 辅助收线用的
蒸汽硫化
我们自己做的啊 ?~???要不给你看看图纸 呵呵
好啊
期待
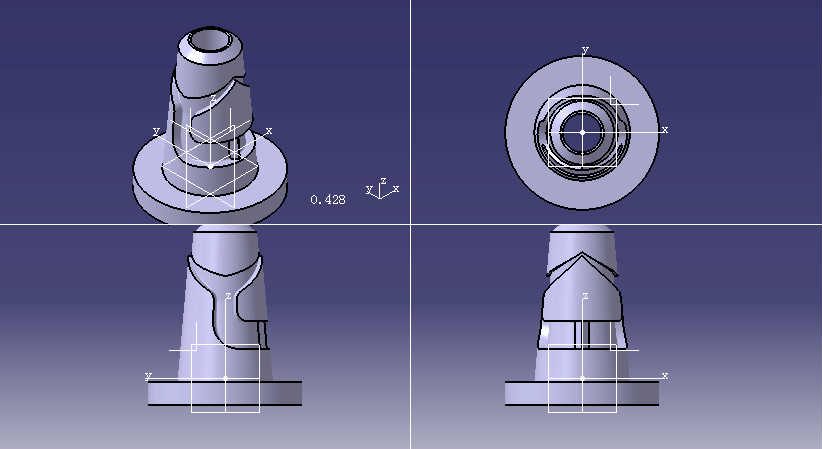
这是我厂的分胶器[lamborghin 在 2008-8-14 10:31:35 编辑过]
恩
我们是2+1方式的
比较老套
我想改进此模头,想学习你们的先进经验
请问哪里有物理发泡的皮泡皮进口串联线生产设备啊?找了好久都没找到?知道的请明示,谢了! 15989205499郑小姐