辐照交联绝缘损伤问题 - 简版
905661632
楼主
2021-07-09 13:49:25
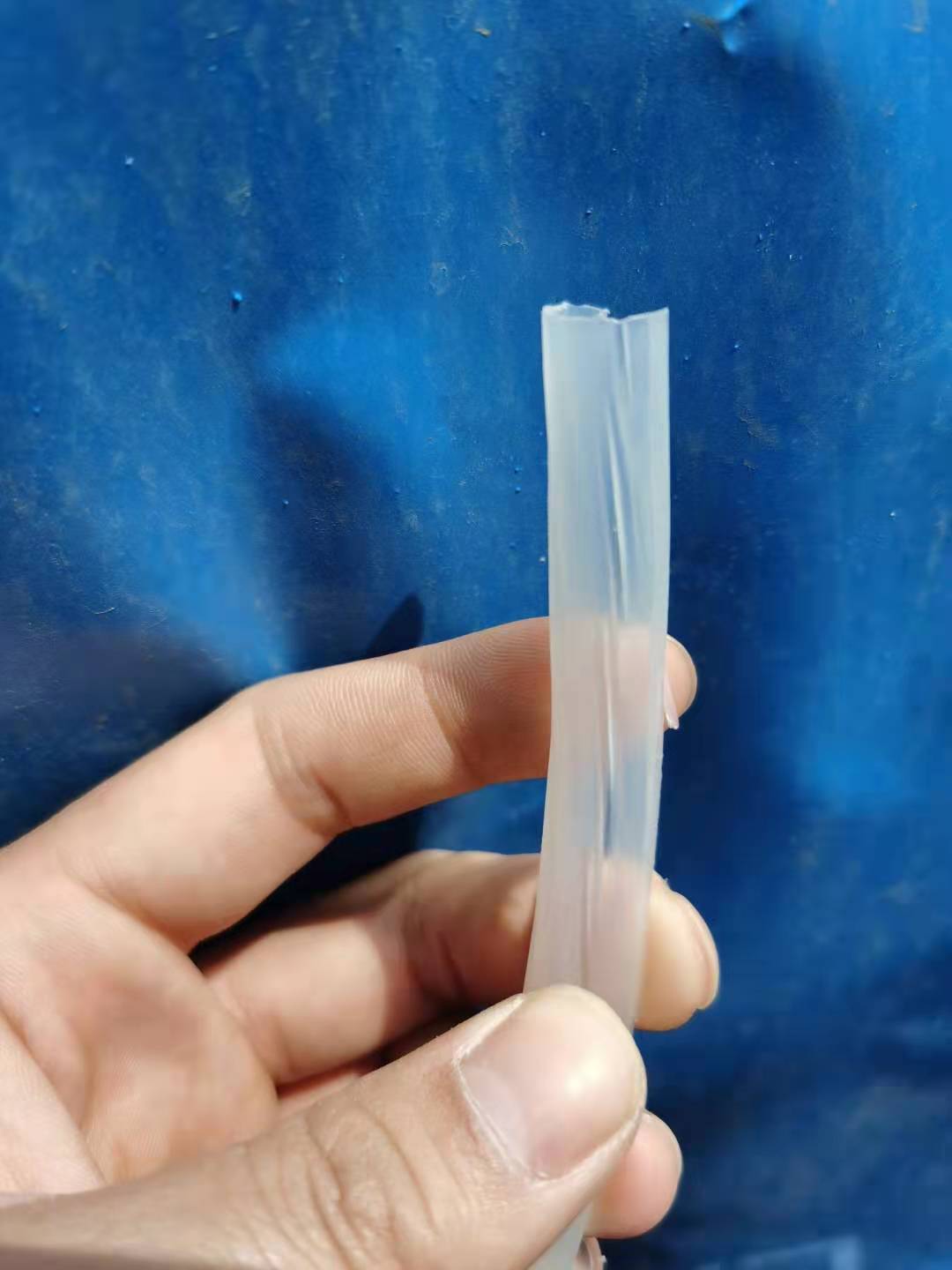
求助大神分析一下原因及处理方法,辐照交联
lianxu14
1 楼
2021-07-09 14:20:52
检查一下模具是不是有损伤
905661632
2 楼
2021-07-09 14:38:04
lianxu14:检查一下模具是不是有损伤
能具体点吗?
luo1984
3 楼
2021-07-09 18:27:05
1:挤这管内模不圆整,2:挤管时内模太大也有这情况。3:胶料温度过低、出现合胶缝。
905661632
4 楼
2021-07-10 08:00:38
luo1984:1:挤这管内模不圆整,2:挤管时内模太大也有这情况。3:胶料温度过低、出现合胶缝。
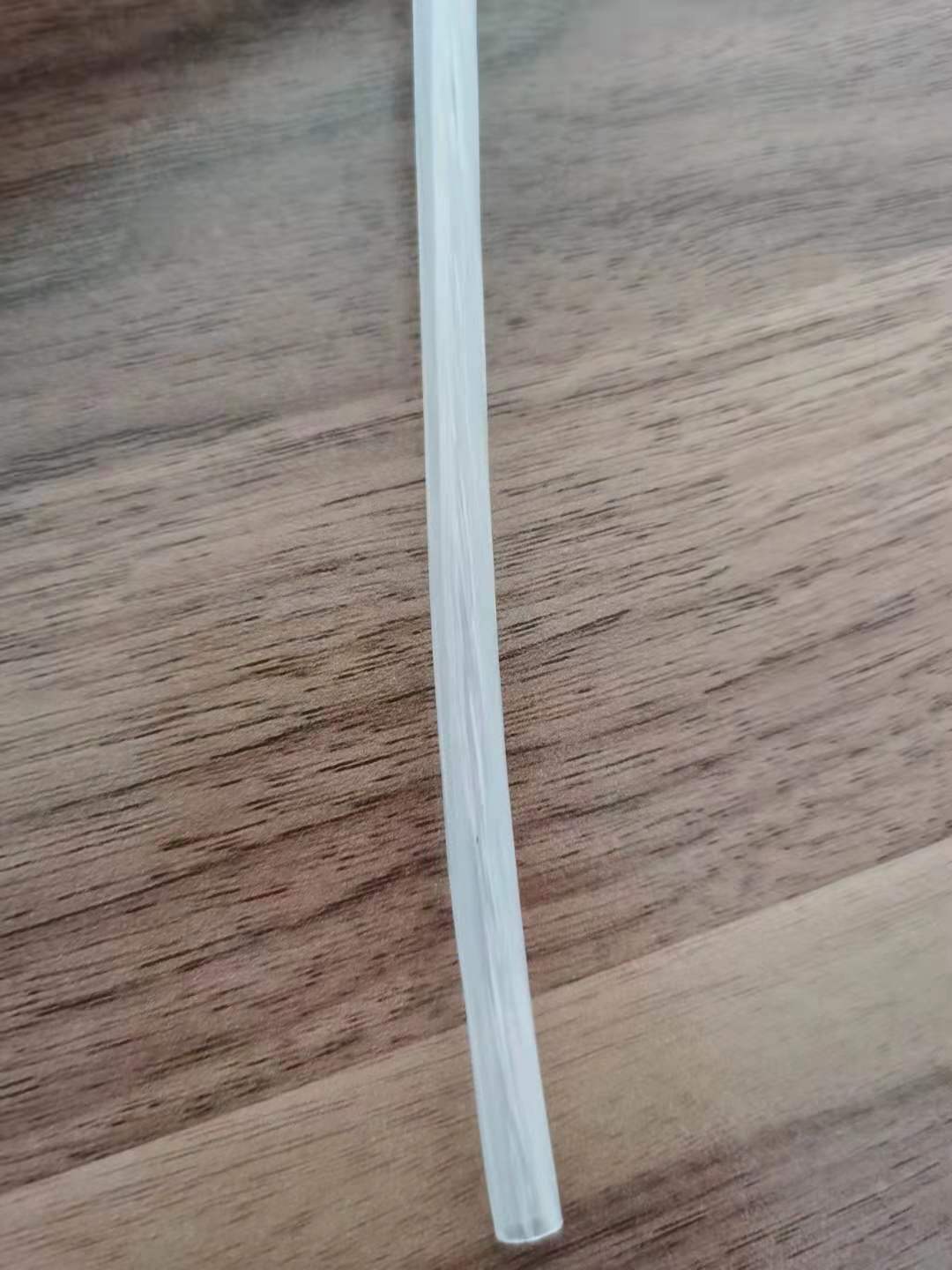
这不是合胶缝,损伤部位跟节距花纹重合,是斜纹的
雨枫
5 楼
2021-07-10 08:02:50
前几天有贴了,一样的道理
slikin
6 楼
2021-07-10 13:24:40
可能性分析:
1.模具不合适;2.偏心;3.温度打高点 905661632
7 楼
2021-07-10 16:15:56
slikin:可能性分析:
1.模具不合适;2.偏心;3.温度打高点
不是一和二,我们那个机子就出10平方和16的,排出1,偏心率都控制在10以内,排出2;我也怀疑温度偏高,已经降温试验了
905661632
8 楼
2021-07-10 16:17:23
雨枫:前几天有贴了,一样的道理
我看那个帖了,不是一样的毛病,我们这个毛病偶尔出现,无法根治啊,愁啊
刘岳晓
9 楼
2021-07-11 11:08:11
是不是成缆以后出现的
空心菜
10 楼
2021-07-11 15:18:50
芯线不圆整,有绞合的纹路,加上厚度比较薄,估计无法避免
空心菜
11 楼
2021-07-11 15:19:16
可能要改芯线才能彻底消除,
905661632
12 楼
2021-07-11 17:09:52
空心菜:可能要改芯线才能彻底消除,
改导体?
空心菜
13 楼
2021-07-11 18:35:20
是的 ,芯线问题,很难解决
ningxia
14 楼
2021-07-11 19:43:15
多为挤塑过程中出现,挤塑时观察一下过模时有无擦模,进水有无擦导轮
805779738jrz
15 楼
2021-07-12 09:13:06
造成这个问题的原因有2方面
1、挤塑过程中导线擦模。关键是要看是哪个方向擦模,如果是上下,调机头水平,打一个定位螺丝。如果左右擦模,只是偶尔试着调水槽导轮,如果是经常那就要重新调中心线了。
2、挤塑出模第一点线的支撑点高了,线还没有完成冷却就受到了支撑力的作用,不是一直存在是因为水槽的水位高度不一致,水槽水位高,线得到了冷却,不会出现这个问题。
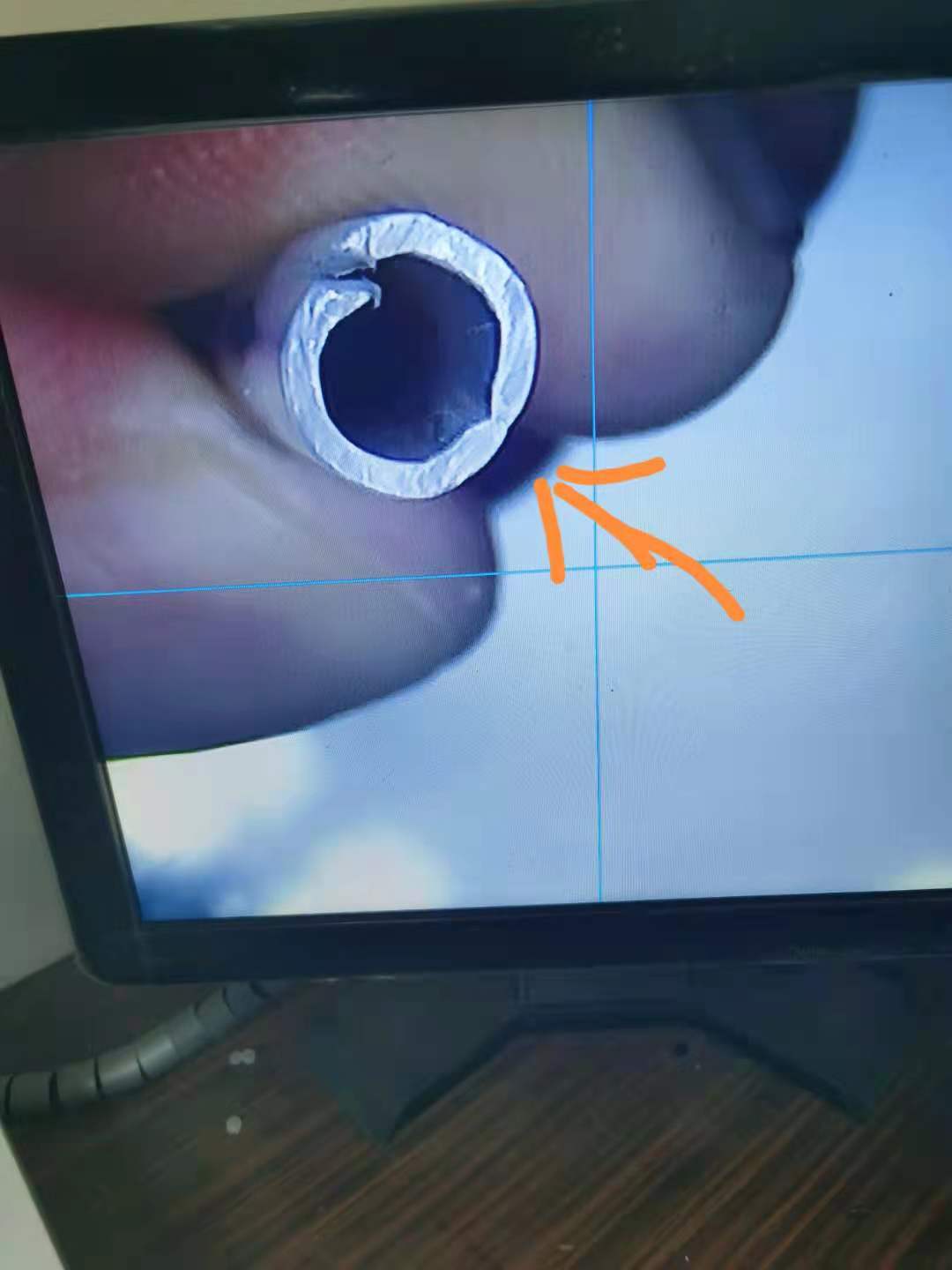
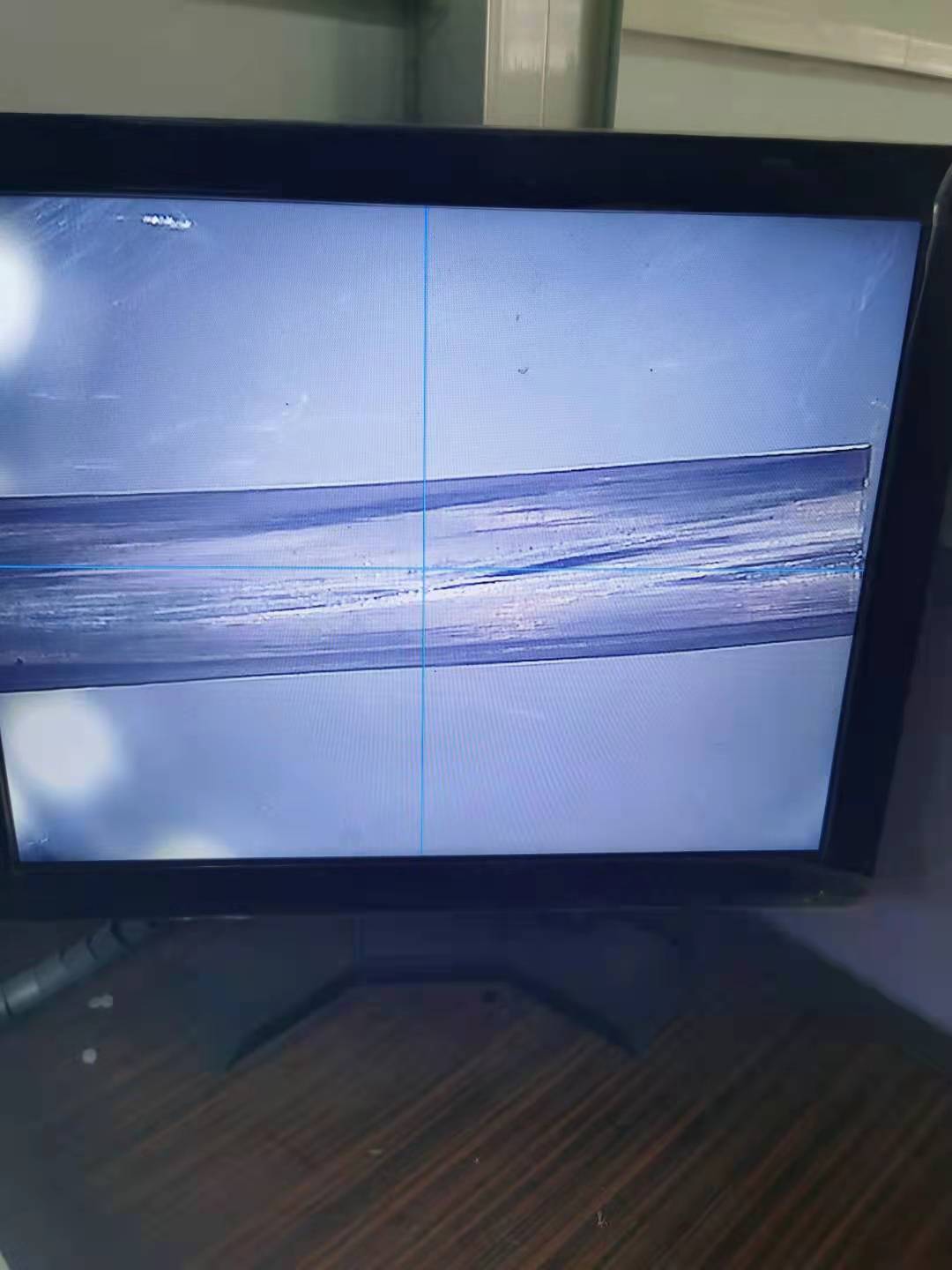
因为是图片所以分析比较难,看第三张图片,感觉绝缘内部有摩擦的痕迹,粗糙不光滑,如果是这种现象,一般是擦模造成的。
812353514
16 楼
2021-07-12 10:34:49
和我上个帖子出现的现象一样呢 可以去看下我的帖子 我分析认为原因可能出现在3个地方:
1)第一段冷却槽末端受力,导致绝缘内表面损伤;
2)牵引压力过大,绝缘未完全冷却,导体滑移,导致绝缘内表面损伤;
3)收线张力过大,产生较大应力,导致损伤;
这种问题较为少见,不易分析原因,我目前也只遇到这一次;
我们暂时对水槽过线轮进行了优化,目前还没有发现类似问题。
Eleco
17 楼
2021-07-12 10:47:02
导体是什么结构的
Ericzll
18 楼
2021-07-12 12:22:52
内部导体:圆整度怎么样?是不是跳股了? 也可能是设备问题,出胶不稳
905661632
19 楼
2021-07-12 17:52:22
Eleco:导体是什么结构的
1+6的 轻微过模
905661632
20 楼
2021-07-12 17:53:23
Ericzll:内部导体:圆整度怎么样?是不是跳股了? 也可能是设备问题,出胶不稳
导体没事,不存在跳股
1032165712
21 楼
2021-07-13 19:29:51
挤管的?
905661632
22 楼
2021-07-14 08:45:19
1032165712:挤管的?
对
wy091113
23 楼
2021-07-14 08:52:13
线芯分色用的色带还是色线,有没有合适的色线放线架。
偶尔出现肯定不是模具问题。
温度出问题很有可能,检查一下温度传感器有没有脱落损坏
lizhengbao
24 楼
2021-07-14 11:01:01
可能模套不光滑,有缺口。建议用之前看一下,最好用砂纸打磨一下
ls2008
25 楼
2021-07-15 09:57:44
目视可能是导体有跳股引起的,控制好绞线张力、模具等,保证不导体跳股会有所改善,
ZS013244
26 楼
2021-07-21 11:53:22
slikin:905661632:可能性分析:
1.模具不合适;2.偏心;3.温度打高点
不是一和二,我们那个机子就出10平方和16的,排出1,偏心率都控制在10以内,排出2;我也怀疑温度偏高,已经降温试验了
10和16的可以拉管了,先看下绞合的导体是不是有丝凸起了?之后看一下模具的大小和磨损情况
wyjsy
27 楼
2021-07-29 09:57:39
麻烦楼主把问题描述清楚呢
游客
28 楼
2021-07-30 14:04:32
成缆两半模具问题。对齐固定好
mywangp
29 楼
2021-07-30 14:06:27
这应该是成缆后发现的,是成缆模具造成的损伤。把两半模具对齐固定好
canyu
30 楼
2021-08-08 08:34:51
这种情况一般为挤出过程中因收线张力大,在过线轮或导线轮中刮擦形成的,多发生在35截面一下,注意张力和排线角度
zzb8
31 楼
2021-08-17 11:32:22
这个线2边对称,90%以上的是压坏了!!!!!!特别仔细检查绝缘挤出过程中 双轮压线的地方!!!
129925
32 楼
2021-09-15 13:39:55
可能有一部分是模具原因,还有部分原因可能是生产过程中主机手将设备开的太快了,实际生产和理论上还是有很大区别的,在调试检查问题的时候可以适当降低一下速度试试。
549893194
33 楼
2021-09-17 01:09:55
905661632:
求助大神分析一下原因及处理方法,里模有小豁口
游客
34 楼
2021-10-04 08:16:39
辐照交联会存在这个问题,辐照过程中的一瞬间结构重新排列的同时塑料变软,加上张力的作用就容易勒出来。采用半挤压方式生产会有所改变
1011158168
35 楼
2021-10-10 10:22:05
用分流器式模头,模芯失圆了可能还偏大
1011158168
36 楼
2021-10-10 10:26:09
用分流器式模头,模芯可能失圆了,模口压力不均匀所致
a45878403
37 楼
2021-11-30 09:12:45
不知道楼主有没有解决,生产中各种奇葩问题确实头疼
zhaohaoran888
38 楼
2021-12-03 08:18:34
这个可以从两个方面查找原因:1、绝缘模芯口是否有刮伤 2、导体单丝上面是否有凸起。如果整根线都有的话模芯有问题是一定的,这个情况和塑料关系不大
dianlans
39 楼
2022-01-04 15:36:40
模具内压力有关。做成挤管会改善的
游客
40 楼
2022-01-18 17:21:48
成缆出问题
游客
41 楼
2022-01-18 17:24:03
问题要说清楚在什么工序。这个看是成缆出问题
zjfc1988
42 楼
2022-01-21 16:28:04
是否可能是 挤塑材料还未完全冷却,在软态情况下芯线单面受到不定期的受压力产生的导体绞痕?
mfshuaigong
43 楼
2022-01-24 22:10:16
我感觉是导体绞合问题,某一根单丝张力不够
YJP
44 楼
2022-02-12 10:02:18
看一下导体是否有问题
15852862236
45 楼
2022-03-07 17:09:05
是不是成缆后出现的,哈弗模尺寸小,挤压造成了斜纹,似断非断的样子
mfshuaigong
46 楼
2022-04-07 13:49:33
导体盘放线注意方向,偶尔出现这个情况有可能是方向反了!
413217936
47 楼
2022-04-26 10:26:27

zy42570422
48 楼
2022-04-29 10:48:03
空心菜:是的 ,芯线问题,很难解决
进线时加个整型模试下,我看着也像导体跳丝了
andywork
49 楼
2022-06-24 16:49:09
应该是直包的棉纸大了,重叠太多,导致纹路明显。
13383733520
50 楼
2022-07-07 13:49:38
是不是托底了?或者是色带导致的
CableA
51 楼
2022-07-07 15:15:53
学习
WYxuedianlan
52 楼
2022-08-12 17:18:02
slikin:905661632:可能性分析:
1.模具不合适;2.偏心;3.温度打高点
不是一和二,我们那个机子就出10平方和16的,排出1,偏心率都控制在10以内,排出2;我也怀疑温度偏高,已经降温试验了
会不会是导轮导致的(主要是挤出后第一个导轮),挤出速度过快,来不及冷却或交联
00oudimao2
53 楼
2022-08-30 10:02:10
你这个如果不是挤出时就出现的话,可能是冷却不够,装盘后压的,增加水槽冷却/或降速看看
aqhd2008
54 楼
2022-11-01 09:24:33
挤出总有千奇百怪的现象发生,只有每道工序检查,包括每道工序内的每台机子,这种周期性出现可能与机头压力、模具尺寸、放线张力、进机头线芯的稳定、冷却时间也有关系
xdjhxq
55 楼
2022-11-04 17:17:42
导体擦模具,进线机头不在一条水平上。
389243298
56 楼
2022-12-12 16:24:47
操心材料中是否有杂质,看起来就像出防老化线有铝膜跨在模具导致內划的一样。
skyfucker
57 楼
2022-12-23 11:38:22

ZQ331629904
58 楼
2023-01-05 07:29:02
看着是绝缘内部擦痕,内部擦痕的话就只有模具和导体两方面可能了。
还是要分清擦痕的位置在找具体原因
ht198408
59 楼
2023-04-12 16:46:55
这个我看着怎么像导体的问题呢?
psy
60 楼
2023-05-27 17:35:14
是成缆之后还是绝缘之后发现啊
xdjhxq
61 楼
2023-08-22 11:18:19
导体擦模子
hehw
62 楼
2023-11-09 16:52:41
水槽内第2或第3个过线轮子调整高点。
wolfboy
63 楼
2023-11-13 15:12:24
水槽那的拖轮挤的吧
http
64 楼
2023-12-02 09:47:20
导体单线跳股了,张力不匀吧。
uu1987lost
65 楼
2024-01-27 16:29:24
有没有一种可能是辐照设备的某一灯管坏了。我厂出现过类似情况。
tk976
66 楼
2024-02-01 09:18:37
uu1987lost:有没有一种可能是辐照设备的某一灯管坏了。我厂出现过类似情况。
应该不太会,灯管坏了只会交联度不够
xxn
67 楼
2024-03-07 17:40:18
这个现象我们公司在几年前也出现过,当初是低压力缆主线是扇形的,地线是圆形的,均是在是产品的头尾端地线上发现这种情况。当时用的是一步法硅烷交联料,所以楼上有部分认为是紫外光灯管的问题,这个应该是错误的看法。
当时找了材料厂家,因为损伤的部位个别位置投影,也发现了白点之类的颗粒,当然不是每个位置都有,我们认为是绝缘材料开裂。材料厂家认为是成缆时过并线模时被压造成的,确实是压痕与导体外层纹路是一致的,这个原因确实也难以排除。
后来也出现过更大规格的产品有类似问题,当时已经将所有绝缘芯都采用了紧压圆形导体,但问题依然存在,原因就在成缆。并线模不合适,还有绝缘芯进入模具的角度偏大。3+2笼绞的后两盘地线最初的张力没有经验的操作者不懂得调整,放得特别松,这样导致地线拱起过模的时候角度大容易压伤。
这几年没发生类似情况,主要是操作者经历过了有经验,经常在成缆时查看绝缘芯的压伤情况,尤其是头尾绝缘厚度偏厚情况就更要注意查看,放慢速度观察,出现苗头就及时调整。
当时找了材料厂家,因为损伤的部位个别位置投影,也发现了白点之类的颗粒,当然不是每个位置都有,我们认为是绝缘材料开裂。材料厂家认为是成缆时过并线模时被压造成的,确实是压痕与导体外层纹路是一致的,这个原因确实也难以排除。
后来也出现过更大规格的产品有类似问题,当时已经将所有绝缘芯都采用了紧压圆形导体,但问题依然存在,原因就在成缆。并线模不合适,还有绝缘芯进入模具的角度偏大。3+2笼绞的后两盘地线最初的张力没有经验的操作者不懂得调整,放得特别松,这样导致地线拱起过模的时候角度大容易压伤。
这几年没发生类似情况,主要是操作者经历过了有经验,经常在成缆时查看绝缘芯的压伤情况,尤其是头尾绝缘厚度偏厚情况就更要注意查看,放慢速度观察,出现苗头就及时调整。
120391640
68 楼
2024-04-24 10:23:49
看图片大概率是挤出温度不够,或模具部匹配造成的。
游客
69 楼
2024-05-14 16:46:19
如果是成缆后出现的,那就是成缆模具小了
laohei
70 楼
2024-07-23 16:32:42
降低限速,彻底冷却
wyd622
71 楼
2024-07-25 09:11:48
看图片感觉在成的,那入模填充那位置挤压拉的。
小周
72 楼
2024-08-05 17:23:06
第一段冷却水槽的下方是否有导论,导论高了,擦到了绝缘线芯,导致绝缘内表面有损伤;
kkongshu
73 楼
2024-08-16 09:52:22
这是辐照工序之后出现的压痕吗?我们也有过。一个是异形导体厚度控制问题,另一个是辐照工序张力较大,压出来的
匿名
74 楼
2024-09-02 11:09:39
先确认是发生在哪个工序的什么位置再想怎么解决
935011245
75 楼
2024-11-19 15:46:40
连续开机时间过长?
et6741
76 楼
2025-03-22 10:38:22
成缆过模时压伤的!
匿名
77 楼
2025-05-27 16:29:51
这个要在生产时观察,如果做其它规格的线都是这样,那有可能是挤出进水槽压轮导致,如果只是这一个规格 考虑看看绞线工序导体结构是否有问题
wyjsy
78 楼
2026-05-15 17:04:51
其它产品有没有这样