挤橡工艺培训 - 简版
挤橡硫化工艺
挤橡就是在导电线芯或成缆线芯上包一层整体的、紧密的、厚度均匀的绝缘或护套的工艺过程。是通过挤橡机的螺杆压缩,再由模具成型来完成的。
硫化就是在挤橡之后,在一定的温度、压力下,经一定的时间,使包覆的塑性状态的橡胶料变成弹性体状态橡皮的工艺过程。
一、挤橡工艺基本原理
1、 胶料的成型
将具有一定塑性的胶料加入挤橡机中,依靠旋转螺杆的推动及橡胶与机筒的摩擦
力,胶料不断受到搅动、剪切、紧压,进一步混合、塑化、压缩,并产生一定的压力,促使胶料逐渐向机头方向移动。最后胶料在机头压力的作用下,通过一定的模具形成所需的形状。
2、 胶料在挤橡机机筒内的流动形式
第一, 胶料在螺杆、螺纹表面作旋转运动,其旋转速度V可以分解为垂直于螺杆轴分
速度V1和平行于螺杆轴的分速度V2;第二,在机筒内存在着一个流体静态压力,此压力是由机头阻力和螺杆压缩力造成的。
第二, 胶料的流动形式有如下四种:(1)顺流 其方向是平行于螺杆轴的分速度V2;
(2)逆流 胶料从螺杆头部向加料口反向流动,它有助于胶料的均匀和致密。顺流应力应大于逆流应力。(3)漏流 也称为滞留。(4)涡流 胶料在螺槽内涡状流动,其方向为垂直于螺杆轴分速度V1,其作用是搅拌塑化胶料。
二、挤橡工艺
挤橡产品的质量除了受橡胶配方、混橡质量、橡料的塑性影响外,还受挤橡时挤出温度、挤出速度、模具的选配等一系列因素影响。
1、 混橡
混橡是把橡胶和各种配合计按照一定的工艺条件经密炼机、开炼机、滤胶机或压延机加
工成具有一定的塑性胶料的工艺过程。工艺过程中要求各种配合计分散要均匀,尤其是硫化剂和促进剂的称量和分散。配合剂的分散性能与胶种和配方的设计有着密切的关系。混橡过程中要严格按照工艺规定的时间、温度及程序进行操作,以保证供给挤橡用的胶料塑性、尺寸及温度达到工艺规定,并保证胶料的清洁。
2、 模具的结构、选择和调整
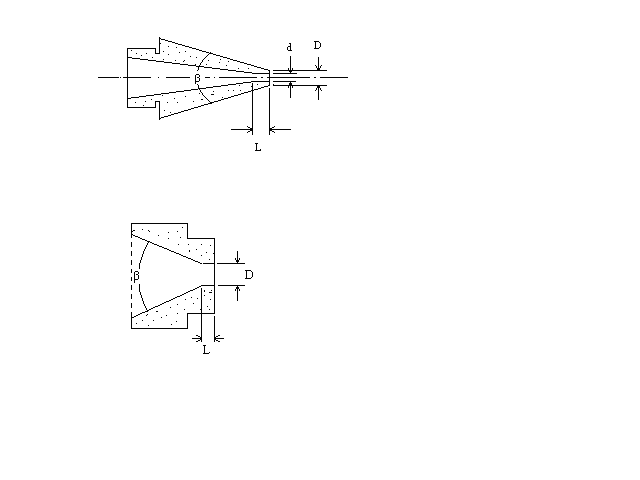
模具有模芯和模套两部分。模芯和模套的结构尺寸和几何形状选择的原则是:模芯和模套之间的形成的间隙应是逐渐缩小的,胶料通过间隙的速度应逐渐加快,并且胶料应不会受到任何障碍,而成流线型流动,保证胶料有足够的压力,达到挤出的胶层紧密,产品质量良好。模芯、模套形状如下图。
外锥角β一般控制在20~35˚ ,角度越小,流道越平滑,突变小,对胶料层的结构有益。
模芯孔径d,一般取d = 线芯外径+(0.1~0.2)㎜,不能过大,也不能过小,在实际操作时,可取线芯穿过模芯试一试,凭经验判断其大小。
模芯外锥直径D,一般取端口厚度 = (D-d)/2 = 0.3~0.6㎜为宜,
模芯定径区(承线)长度L,一般取L = (0.5~1.0)d,
模套(形状如下图)
模具定径区D: 挤绝缘时D = 产品外径-(0.1~0.2)㎜。
挤护套时D = 产品外径-(0.5~1.0)㎜。
模套内锥角β:这个角必须大于模芯的外锥角,若没有这个角度差,就保证不了挤出压力。角度差一般为20-30˚。
模具定径区(承线)长度L: 挤绝缘时L = (0.5~1.0)D;挤护套时L = (0.5~0.7)D。L不能太长,越长挤出阻力就大,会影响产量,还会出现倒胶现象;L不能太短,越短挤出产品外径越不稳定,出现沙眼、松套和胶层不紧密等现象。
模芯与模套的安装
一般模芯与模套在安装时,只要模芯孔与模套孔在一条中心线上即可,是通过四个方位的螺丝来调节的,模芯与模套之间的距离是根据产品的挤出厚度来决定的,挤绝缘时取产品厚度的1~1.5倍;挤护套时取产品厚度的1.0~2.5倍。距离不能太远,也不能太近。太远容易引起倒料,压力增大易偏芯,太近会影响产品外径和挤出速度。
模芯与模套的调节(即偏芯调节)
一般的调节方法有:空对模、走线对模。
3、 挤橡温度控制
胶料在机身、机头内不断受到压缩、塑化。需要有一定的温度。而对不同型号、不同塑
性和不同焦烧时间,在不同设备上挤出 的胶料都有适宜的温度范围。挤橡时必须严格按照温度范围控制机身和机头温度。以下是几种胶料的温控表:(仅供参考)
胶 种 | 进料口 | 机身℃ | 机头 ℃ | 模 口 ℃ |
绝缘胶 天然护套胶 氯丁护套胶 CPE护套胶 | 45~50 50~55 40~45 60~65 | 50~60 55~60 45~50 65~70 | 70~85 60~65 45~60 70~75 | 75~85 80~90 70~80 80~90 |
4、 牵引速度和螺杆转速的控制
对同一制品来说,牵引速度的大小决定挤橡机出胶量的大小,同样螺杆转速的快慢也决定着供胶量的大小。供胶量和出胶量应该是相等的。牵引速度加快则制品外径减小,反之则制品外径增大。若要保持原有的外径就要减慢螺杆转速,也就是说牵引速度和螺杆转速直接影响制品的外径。也会影响胶层的质量。牵引速度太快或螺杆转速太慢会造成胶层表面粗糙不光滑、外径不均匀、脱节等现象。当然除上述的因素外,还要考虑胶料的品种、配方、塑性、设备负荷、温度、硫化管长度等因素的影响。
 ,模套与模芯的角度差和螺杆的压缩比有关系吗?
,模套与模芯的角度差和螺杆的压缩比有关系吗?
螺杆的压缩比是固定的
模套与模芯的角度差是我们自己掌握的.
资料给那些新手培训是最好的拉.......
建议拉
谢谢了,有用哦,顶
把图贴上就好了???
把图贴上就好了???

这个资料对于新手来说应该是很好的.
谢谢楼主
谢谢楼主
不错,谢谢
可以更详细些
这个挤橡工艺学上有的呀
学习了
很有指导意义
详细说下。牵引和主机调速的比例问题。橡胶料和PE料的区别。在加速上
很感谢,不过有点小遗憾,没图,有图就完美了

这个资料对于新手来说应该是很好的.
呵呵 非常感谢
谢谢
新手资料
挺好的
不错的资料
就是没图其他都挺好
先学习了
| 胶 种 | 进料口 | 机身℃ | 机头 ℃ | 模 口 ℃ |
| 绝缘胶天然护套胶氯丁护套胶 CPE护套胶 | 45~50 50~55 40~45 60~65 | 50~60 55~60 45~50 65~70 | 70~85 60~65 45~60 70~75 | 75~85 80~90 70~80 80~90 |

谢谢楼主!
学习中
新手学习