电线电缆网 > 数据 高频线缆 > 有做HDMI的吗?(完整版)
有做HDMI的吗? - 无图版
roger --- 2006-11-11 00:58:55
1

特缆先锋 --- 2006-11-13 19:32:57
2
HDMI高清晰度多媒体界面用线
一、HDMI线材采用对线加屏蔽结构传输数字信号
1、绝缘:发泡PE 2、额定温度:60℃ OR 80℃ 3、额定电压:30VOLTS
二、HDMI线材结构(近似DVI Cable)如下所述
1、4对影像传输线(由28AWG或者30AWG构成之对线)负责支持R、G、B及Clock功能。
2、4-6芯的控制线负责支持CEC/DDC,SDA,SCL,Power Hot Plug Detect 功能。
3、4对个别用AL/Mylar屏蔽加5-6芯单芯电子线,集合后加双层屏蔽组合而成,常见规格如下:
AWG | 影像传输线(4对) | 信号控制线(5-6芯) | 总屏蔽 | 外径 | |||
绝缘 | 外径 | 个别屏蔽 | 绝缘 | ID | |||
28 | FOAM-PE | 0.95mm | 28AWG地线 Al/MylarPE或 | PE或PP | 0.70mm | Al/Mylar+编织85%以上 | 6.3-7.3mm |
30 | FOAM-PE | 0.75mm | 30AWG地线 Al/Mylar | PE或PP | 0.55/0.62mm | Al/Mylar+编织85%以上 | 5.5mm |
三、HDMI线材之电气特性规格
1、特性阻抗(差分阻抗):100±10Ω(TDR)
2、远程串音:-26dB以下/cable
3、传播延迟差:对内延迟差15lpsec以下,对间延迟差2.42ns以下
4、衰减
频率(MHz) | 衰减量 |
1-825 | -8Db/Ass |
825-2475 | -21Db/Ass |
2475-4125 | -30Db/Ass |
linyun --- 2006-12-09 20:05:59
3
ottolee --- 2006-12-11 16:33:41
4
HDMI依焊線或刺破有不同的加工方式,大致是跟其它的產品加工方法同,只是要注意理線的時候控制尺寸,以免高頻測試不能通過.
高頻測不能通過有很多原因:
分開為:
1, 線材部分,這就要選用好的線材供應商,并要求期提供相關的測試報告.
2, CONN部分,依HDMI規範作出相應的測試.
3, 下面就是你組裝的問題了,一般來說,HDMI的串音不能通過:主要是線材比較短,加工時線材外被剝得太長了(要控制在15MM以內),焊點太大或太尖了.
HDMI目前加工的方式很多,主要有以下几种
1。成型内模包导电铜箔,再环焊。
2。装马口铁
3。打热熔胶(乱客户才会同意这样的做法)
1,和2各有好处和不好的地方,成型内模一般是PE,对保护焊点有好处,但受益最大的是在高频测试部份,会有帮助就像你说的串音不过问题。
但成本较高,且比较花人力。
2。装马口铁如上内模一样有保护焊点的好处(比不上内模可靠),比较省时成本相对来讲可以降一点点,但失去了上述内模后面的优点。
衰减出现NG要考虑的因素也是很多,小弟给以下经验
1。衰减NG首先要考虑是高频点还是低频点NG,如果是高频点NG80%是因为芯线绝缘有问题(较少出现)。如果是低频点出现NG则是因为导体异常造成。例如:导体规格超出下限,导体镀层不够光滑。
下面是19PIN的接线定义,Type A Connector Pin Assignment
PIN Signal Assignment PIN Signal Assignment
引脚 定义 引脚 定义
1 TMDS Data2+ 2 TMDS Data2 Shield
3 TMDS Data2– 4 TMDS Data1+
5 TMDS Data1 Shield 6 TMDS Data1–
7 TMDS Data0+ 8 TMDS Data0 Shield
9 TMDS Data0- 10 TMDS Clock+
11 TMDS Clock Shield 12 TMDS Clock-
13 CEC 14 Reserved (N.C. on device)
15 SCL 16 SDA
17 DDC/CEC Ground 18 +5V Power
19 Hot Plug Detec
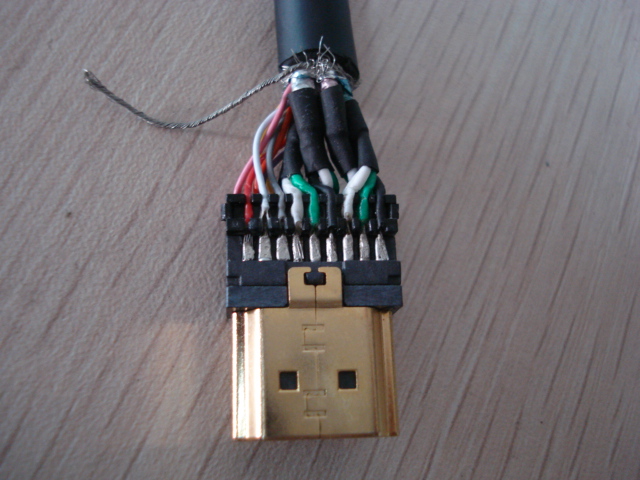
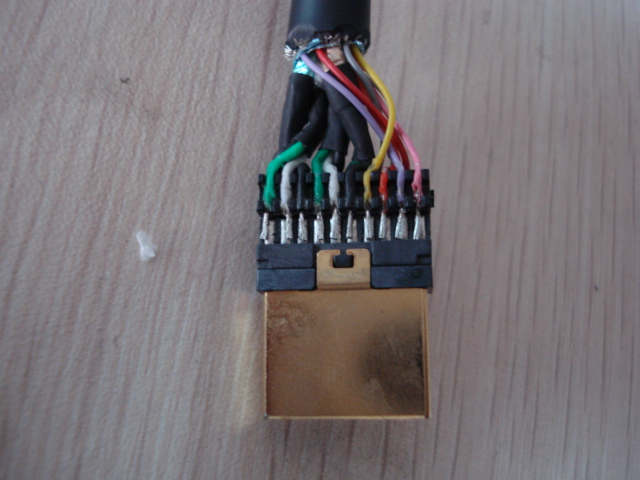
说到接线,就不得不说到加工.很多客户觉得很奇怪,线材和连接头都是合格的,但加工出来的成品线就是不通过.加工线材通常是连接头阻抗和串音没通过.其实把线材解剖开就很清楚了,连接头里的布线要比较整齐,然后焊点要均匀,不要太大,这样加工出来基本是可以通过的了.
至於樓主要SOP,抱歉,因我們只做電線,所以我只從我知道的加工工藝去描述!
roger --- 2006-12-20 11:42:46
5
liyong --- 2006-12-20 16:25:43
6
成品線加工方法中,焊接與Crimp Pin兩種加工方法的效果的比較?
用焊錫加工,存在熱衝擊對結構影響,若由人工加工,則加工技術水平要求較高;但接觸穩固性好, 傳輸導通性好.用crimp pin加工,線芯撥離較長,對結構改變較多,電氣特性變異較大,但加工效率高且加工後特性較有一致性 |
对于插头的选用,如果客户只要能用就好,选用铆压式的,加工方便,工时短,但HDMI的特性测试非常不稳定的
选用焊线式插头特性测试的稳定性一般都可以过,但锡点的大小,各锡点要均匀,楼上的兄弟说(剥皮要控制在15MM以內)
这一点一定要做到,在对线去了内展翅后的发泡芯线的外露一定要控制在10MM以内,在加工过程中,发泡PE是很容易收缩的,注意在烤管不要把芯线烤的变形,在去芯皮时不能去断铜丝,因为高频的线材传输在导体的表面,低频的线材在导体的中心。我的方法是不去芯皮,直接去镀锡,利用发泡PE容易收缩的特性,使其露导体。
流程1,去外皮-倒翻编织-整线-套吹套管-镀锡-焊线-测试-成型内模-测试-包铜箔或马口铁-环焊-成型外模-测试-外检-电视实测-包装
要做好数据的抽测(也就是时域反射仪和网络分析仪的测试)
liyong --- 2006-12-20 16:29:15
7
去皮短,不伤导体,焊点大小,间距均匀。
810707 --- 2006-12-20 18:30:17
8
roger --- 2006-12-21 16:20:51
9
liyong --- 2006-12-25 14:05:31
10
这是一般的业内加工方法, 我司现有在连接器后多了一个东东(由于公司机密和申请专利的关系,这个东东是什么就不说了),一次性焊接10Pin边,一次性焊9Pin边,由于是用机器(11.6万一台,需2台,新加坡产的)焊接的,大小,间距,都好控制,总共时7分钟,DVD TV 1080P 测试在1%以下,
陪你去看海 --- 2006-12-25 15:23:27
11
对于机器焊接这个感兴趣!LS的,多介绍点啊!
roger --- 2006-12-25 15:40:16
12
fgq98421 --- 2007-05-17 10:11:13
13
liyong:
这是一般的业内加工方法, 我司现有在连接器后多了一个东东(由于公司机密和申请专利的关系,这个东东是什么就不说了),一次性焊接10Pin边,一次性焊9Pin边,由于是用机器(11.6万一台,需2台,新加坡产的)焊接的,大小,间距,都好控制,总共时7分钟,DVD TV 1080P 测试在1%以下,
能不能介绍下是什么机器来的,比如原理之类的.多谢了
balang --- 2007-06-11 22:51:32
14
能否提供连接器和焊接机器购买方式,联系方式0760-3928701
jucy --- 2007-06-12 11:08:04
15
看不懂哦
jackcable --- 2007-10-11 19:53:38
16
请问一下加工HDMI时分线技术有没有快速方法,就是上支线架时啊
zhengtony --- 2007-12-18 20:17:39
17

okokopk --- 2007-12-26 18:35:11
18